下载后可任意编辑锻造工艺及模具( CAD/CAE) 设计日期: 11 月--- 12 月下载后可任意编辑连接节臂锤锻工艺及模具设计摘要:本项目主要讨论连接节臂的锤锻工艺及模具设计, 具体内容包括零件图二维、 三维建模, 冷热锻件二维、 三维建模, 设备吨位选择, 飞边槽的形式和尺寸确定, 绘制计算毛坯图, 制坯工步的选择, 制坯型槽设计, 预锻型槽设计, 终锻型槽设计, 锻模结构设计, 模锻工艺流程
1、 零件图二维、 三维建模1
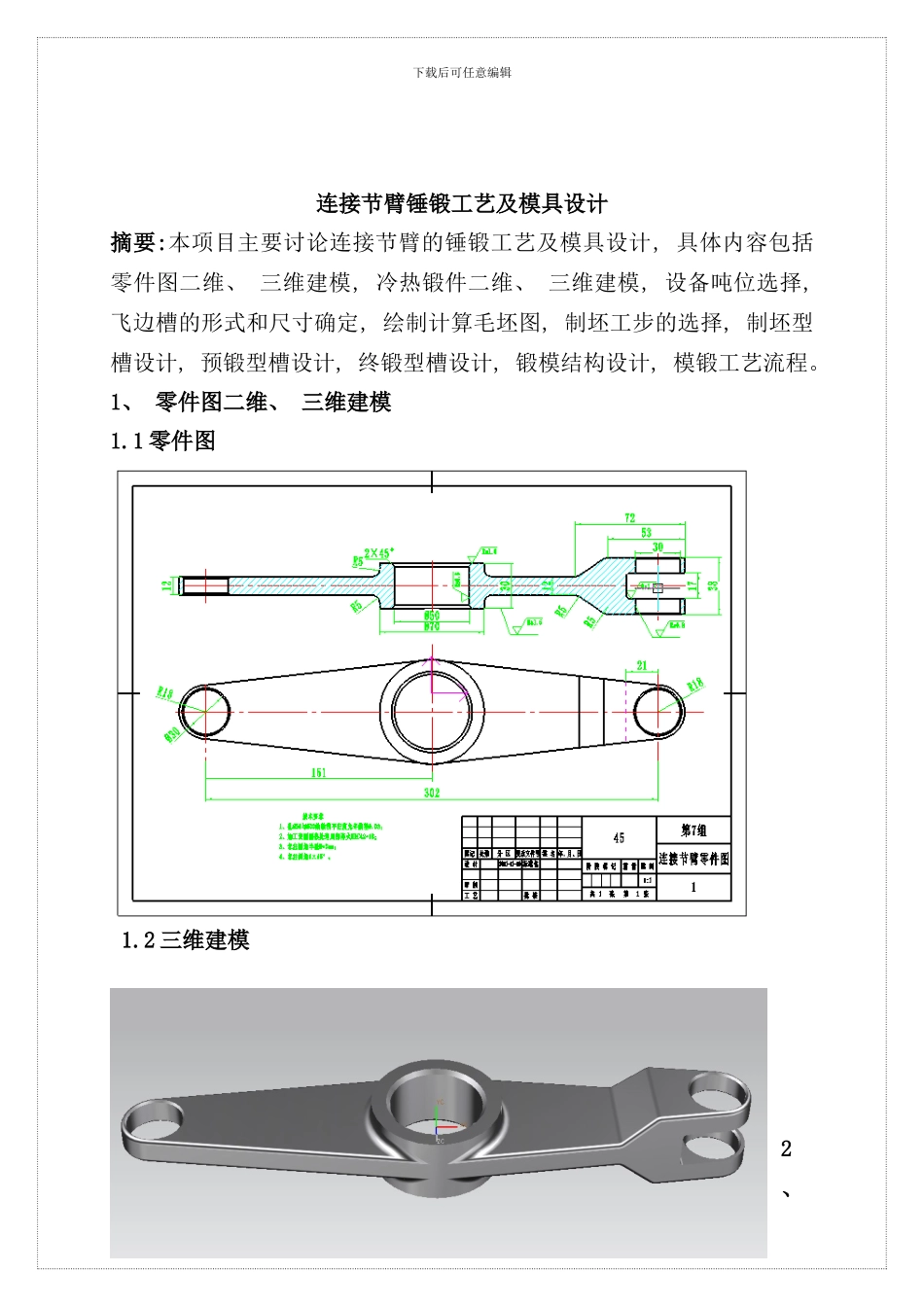
1 零件图1
2 三维建模2、 下载后可任意编辑2、 冷热锻件二维、 三维建模2
1 冷锻件图设计2
1 确定分模面 根据锻件形状及相关选取原则, 采纳上下对称的直线分模
2 确定公差和加工余量 1、 估算锻件质量: 按增加 15%约为 2
2、 连杆材料为 45 钢, 即材质系数为
3、 锻件的形状复杂系数: 查得为三级复杂程度
4、 锻件精度等级: 普通级
5、 由相关手册查得 锻件表面加工余量 1
2mm, 取 2
0mm; 锻件内孔直径单边机械加工余量 2
0mm; 模锻件的长、 宽、 高的公差及极限偏差为: 错差公差: 0
8mm; 残留飞边公差 0
3 确定模锻斜度 查相关手册得: 拔模斜度内侧为 7°外侧为 5°
4 确定圆角半径 查相关手册得: 各部位圆角半径 R=2mm
5 冲孔连皮尺寸 由孔径 d=50mm, 故选用平底连皮形式, 由公式: 得厚度 s=5mm
内圆角半径 R1=5mm
下载后可任意编辑2
6 技术条件 1
图上未标注的圆角半径 R=2mm; 2
允许的错移量 0
8mm; 3
允许的残留毛边量 0
8mm; 4
允许的表面缺陷深度 0
5mm; 5
锻件的热处理: 调质 HRC35~40; 6
锻件的表面清理: 为便于检查淬火裂纹