机器原理说明 棍子由传动系统带动匀速旋转,双棍与单棍速度相同
圆木由于受刀台进给的压力,与棍子之间有很大的摩擦力,棍子的旋转带动木头旋转,旋转过程中,木头逐渐被切成薄片
木头的线速度与棍子线速度相等
由于棍子的线速度是一定的,所以木头的线速度也固定不变,切削过程中,木头直径逐渐变小,因此木头转速越来越快
木头每转一圈,半径减小一个木皮的厚度值,开始时转速慢,半径变化率小
木头很细时,转速很快,半径变化率很大
而刀台要根据木头直径的变化进给,切削初期,木头直径变化速度慢,刀台进给速度慢,切削后期,木头直径变化很快,刀台也要快速进给
这样就要求刀台的进给系统根据木头直径的变化过程调整进给速度,产生一个渐变的非线性进给速度
旋切机进给过程中位移速度函数关系的建立
进给的速度位移规律: 通过数学方法,建立木头切削过程中的速度位移关系
速度为刀台的进给速度,位移为双棍中心线距刀尖点的距离
由于木头为圆柱形,各段直径相同,只研究圆柱木头截面的变化过程, 刀台进给的直线速度由两个分量组成: 1
圆木由粗变细过程中的半径变化引起的刀台跟进速度 v1 2
木头变细的过程中,圆心位置也要相应移动,由圆心位置改变引起的刀台跟进速度v2 3
刀台总的进给速度 v=v1 +v2 木头截面的面积变化率不变
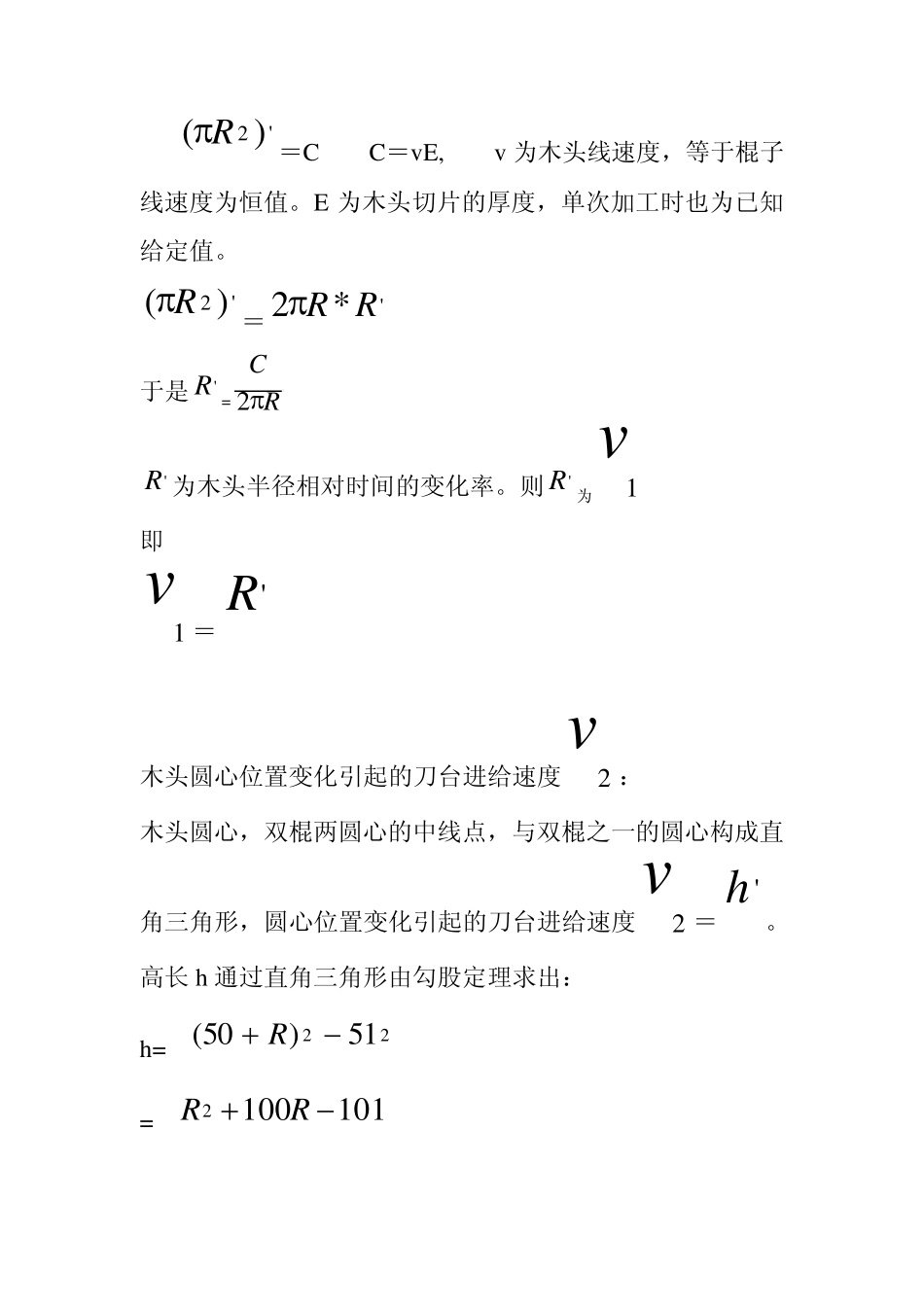
即: '2)( R=C C=vE, v 为木头线速度,等于棍子线速度为恒值
E 为木头切片的厚度,单次加工时也为已知给定值
'2)( R='*2RR 于是'R =RC2 'R 为木头半径相对时间的变化率
则'R 为v1 即 v1 ='R 木头圆心位置变化引起的刀台进给速度v2 : 木头圆心,双棍两圆心的中线点,与双棍之一的圆心构成直角三角形,圆心位置变化引起的刀台进给速度v2 ='