无铅知识、无铅焊接工艺与设备 第一部分:无铅基础知识 2 第二部分:无铅焊接工艺技术与设备 7 第一部分:无铅基础知识 1 无铅的定义 1
1 RoHS指令规定限制使用的六种有害物质是:铅,汞,镉,六价铬,聚溴二苯醚(PBDE),聚溴联苯(PBB) 1
2 在RoHS指令中未包含的六大禁用物质限值已由欧盟技术发展委员会(TAC) 订定虽然这些限值仍在等待核准,但其中镉的建议最大限值为0
01 % =100ppm(依照欧盟镉指令91/338/EEC) 其它禁用物质(铅,汞,镉,六价铬,聚溴二苯醚(PBDE),聚溴联苯(PBB))最大限值则为0
1%=1000ppm 这些限值适用于所有电子电气设备零件除非是豁免项目
3 六种有害物质在无法用机械方法分离的同类物质中重量百分比需要小于最大浓度限定值(我司比国际要求的严一些) ,详见下表 禁用物质 最大浓度限定值(净重比例) Lead铅(Pb) 0
08%,800ppm Mercury汞(Hg) 0
08%,800ppm Chromium VI 六价铬(Cr6+) 0
08%,800ppm Cadmium 镉(Cd) 0
007%,70ppm Polybrominated 聚溴联苯(PBB) 0
08%,800ppm Polybrominated diphenyl ethers聚溴二苯醚(PBDE) 0
08%,800ppm 2 无铅焊接缺陷类型 2
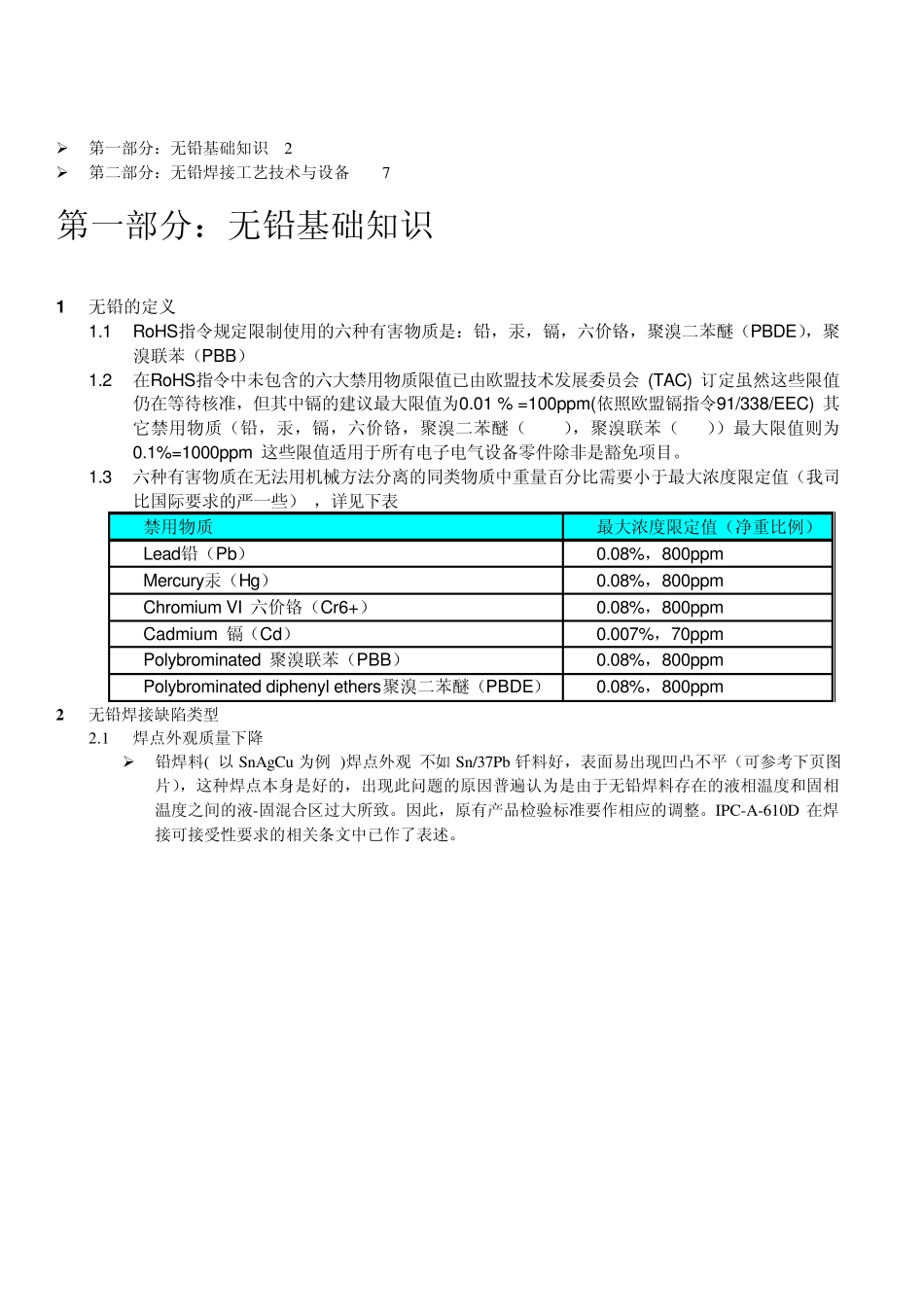
1 焊点外观质量下降 铅焊料( 以 SnAgCu 为例 )焊点外观 不如 Sn/37Pb 钎料好,表面易出现凹凸不平(可参考下页图片),这种焊点本身是好的,出现此问题的原因普遍认为是由于无铅焊料存在的液相温度和固相温度之间的液-固混合区过大所致
因此,原有产品检验标准要作相应的调整
IPC-A-610D 在焊接可接受性要求的相关条文中已作了表述
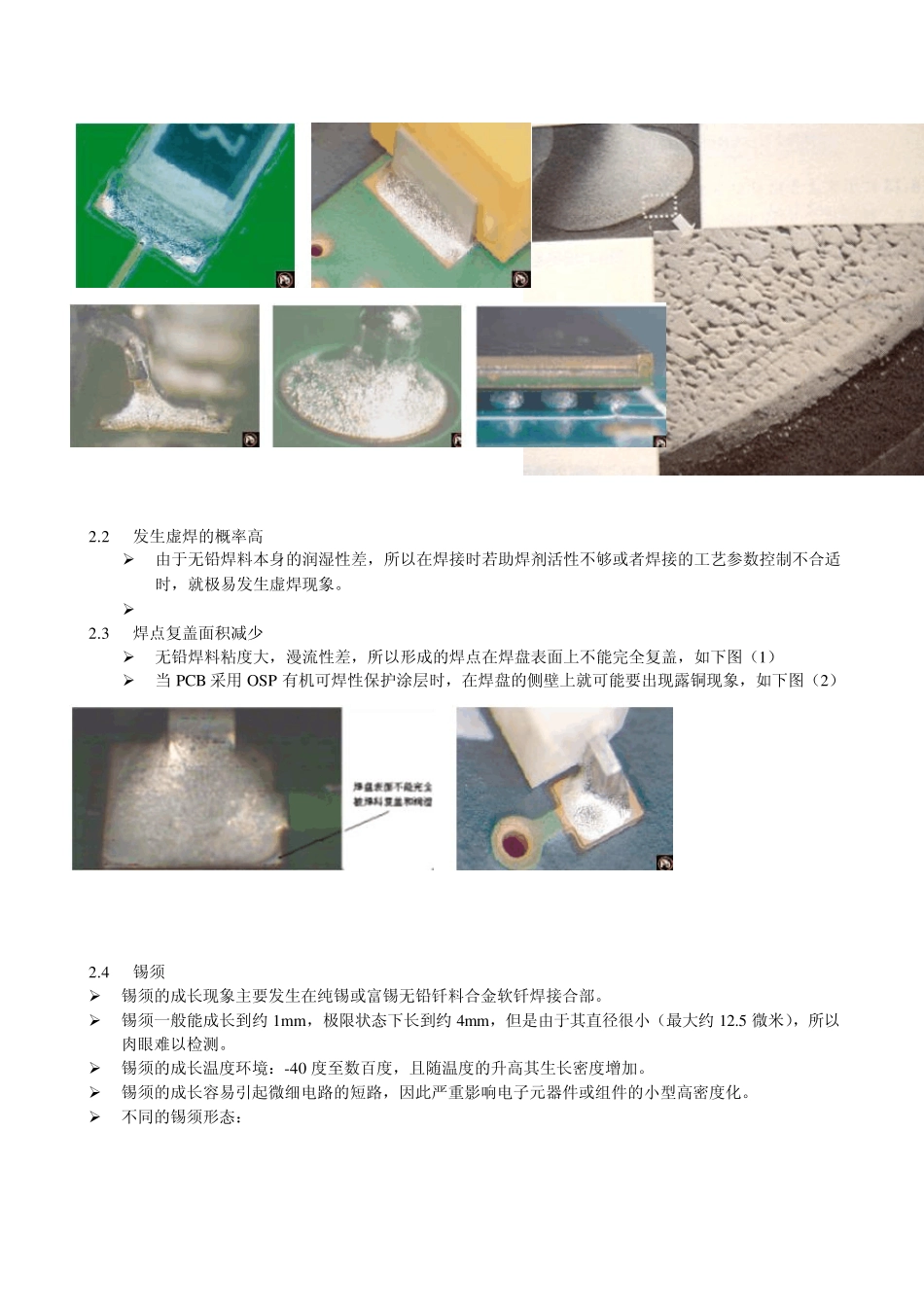
2 发生虚焊的概