喷涂前处理操作规程1
1.规范前处理工序操作、药剂添加、化验,确保产品质量;1
2.规范工艺要求,确保安全生产
编号:WI-1-022页次:V1
51/7版本:1
0 目的:2
0 适用范围:本规程适用喷涂前处理工序
0 操作内容:3
1.检验工序3
1 检验上工序物料外观是否合格,消除因为加工不合格而造成的返工浪费
2 首先确认有无 QC 签字的合格证,图纸与实物是否一致,图纸是否按作业流程有相关人员签字确认,严格控制来料检验,确保工件没有变形、毛刺、锐边、生锈、焊渣以及没有明显的划伤,如果有浮灰需安排用气压强清除表面灰尘再处理
2.装筐(挂)工序3
1 正确摆放工件,防止碰伤,提高设备利用率,必须确保物料之间不能之间接触,不利于清洗
2 同种工件尽量装同一筐,装筐时工件要放整齐,紧凑不易移动,以减少划碰伤
3 对有多道折边或复杂的工件,要注意装筐方向,以便空气和水泡容易溢出 ,避免局部处理不完善,产生水印、发黄、无磷化膜等缺陷;3
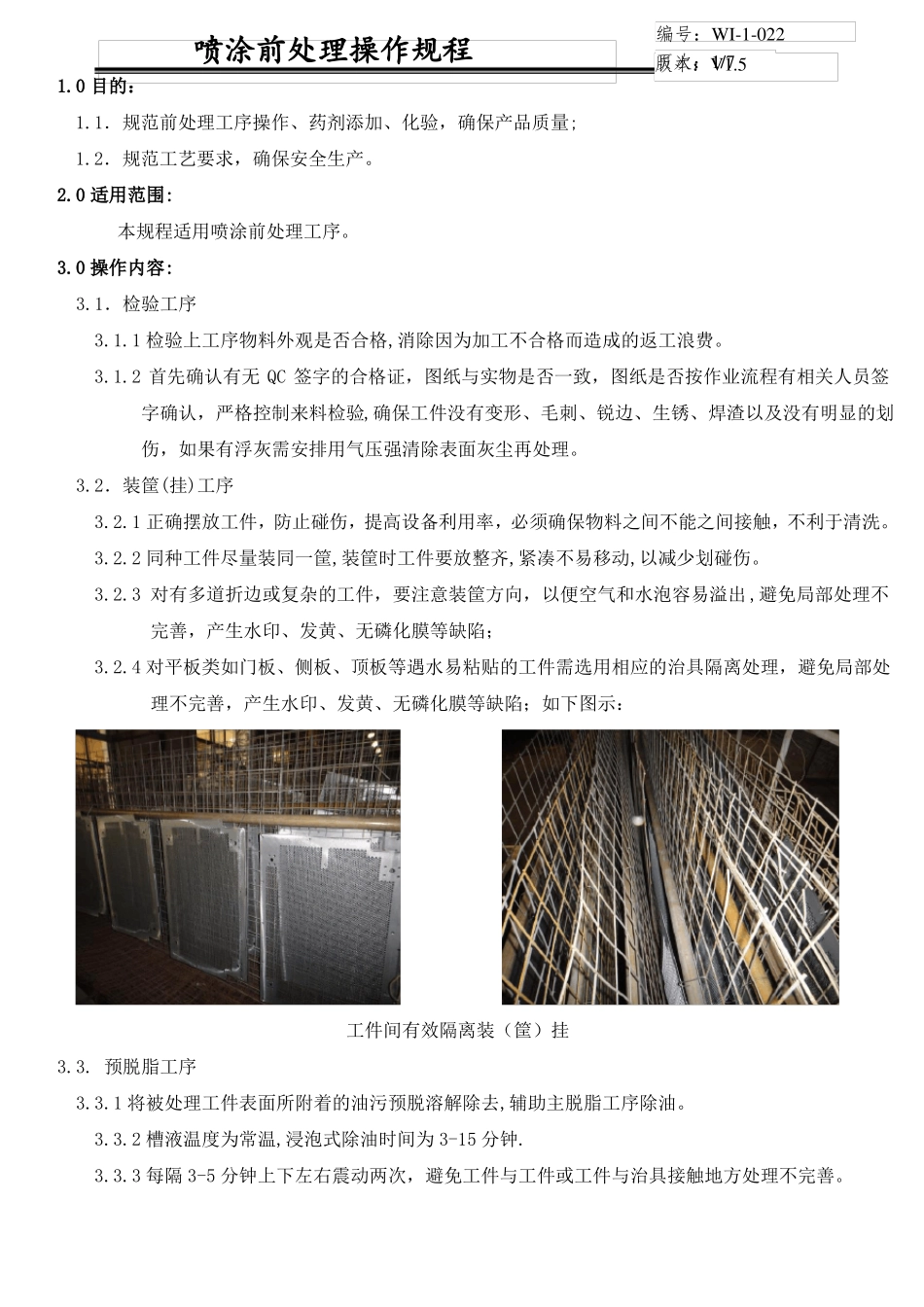
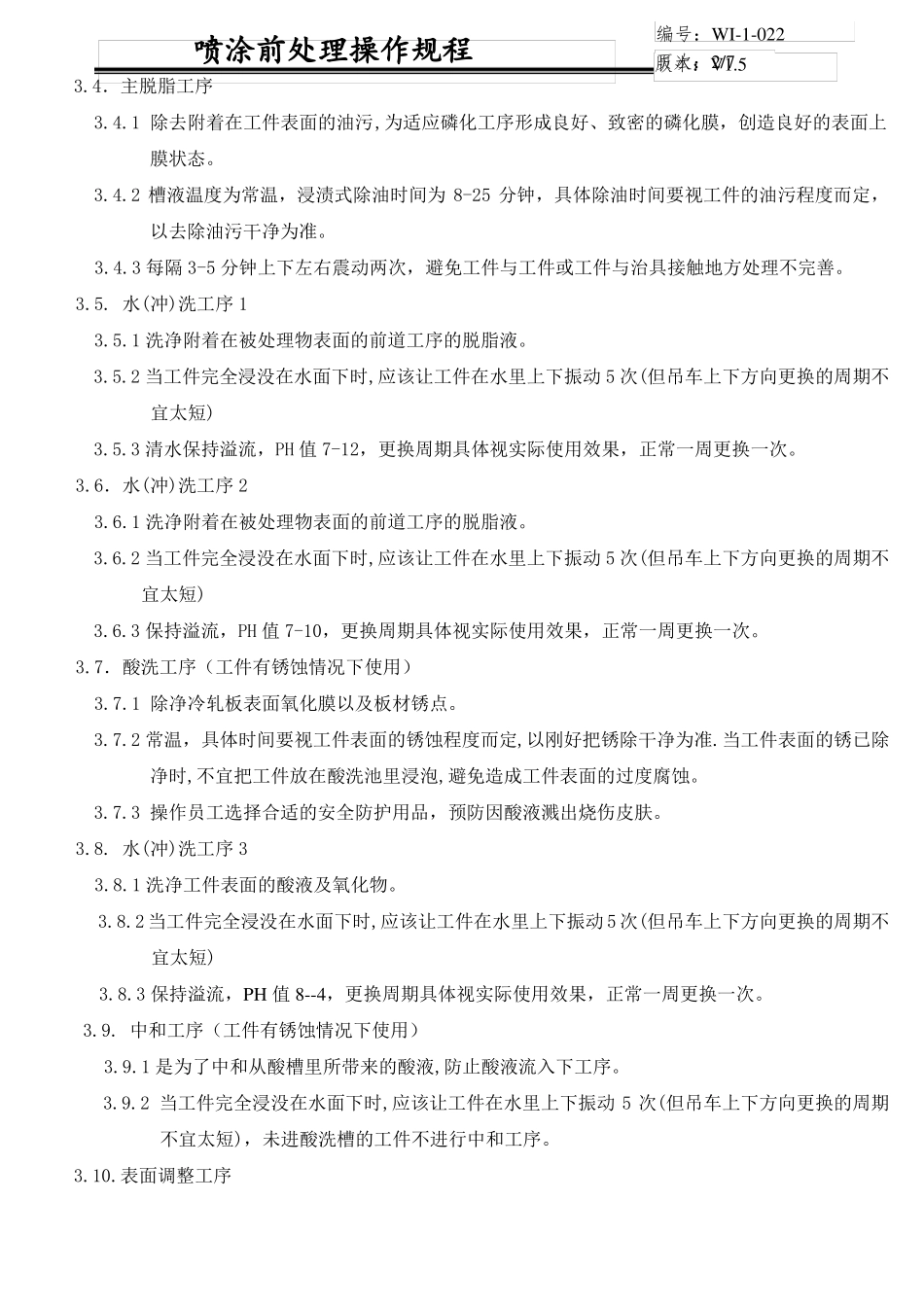
4 对平板类如门板、侧板、顶板等遇水易粘贴的工件需选用相应的治具隔离处理,避免局部处理不完善,产生水印、发黄、无磷化膜等缺陷;如下图示:工件间有效隔离装(筐)挂3
预脱脂工序 3
1 将被处理工件表面所附着的油污预脱溶解除去,辅助主脱脂工序除油
2 槽液温度为常温,浸泡式除油时间为 3-15 分钟
3 每隔 3-5 分钟上下左右震动两次,避免工件与工件或工件与治具接触地方处理不完善
喷涂前处理操作规程3
4.主脱脂工序膜状态
编号:WI-1-022页次:V1
52/7版本: 3
1 除去附着在工件表面的油污,为适应磷化工序形成良好、致密的磷化膜,创造良好的表面上 3
2 槽液温度为常温,浸渍式除油时间为 8-25 分钟,具体除油时间要视工件的油污程度而定,以去除