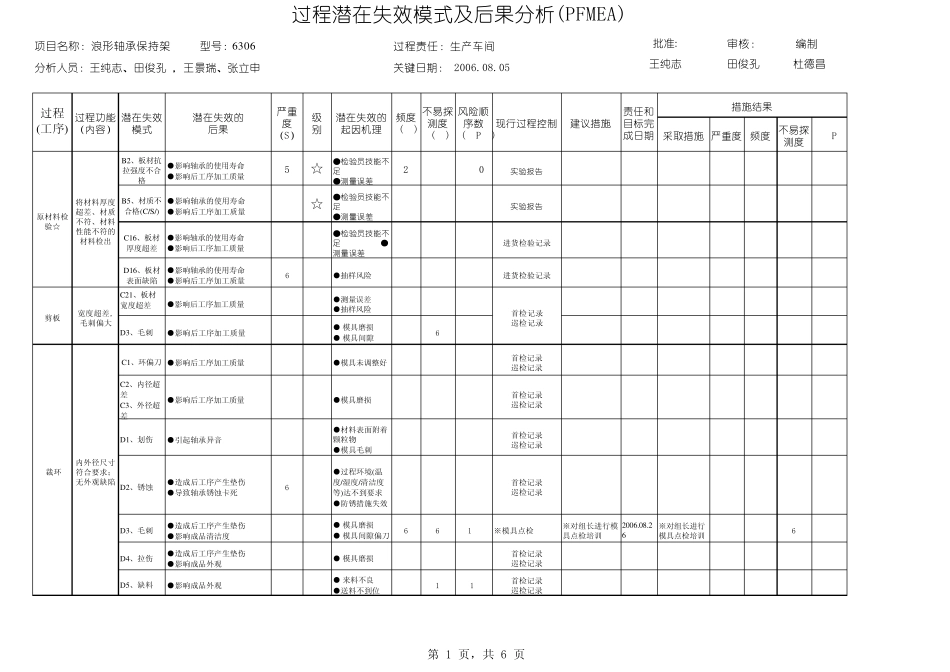
采取措施严重度频度不易探测度RPNB2、板材抗拉强度不合格●影响轴承的使用寿命●影响后工序加工质量5☆●检验员技能不足●测量误差2770实验报告B5、材质不合格(C/S/)●影响轴承的使用寿命●影响后工序加工质量7☆●检验员技能不足●测量误差2570实验报告C16、板材厚度超差●影响轴承的使用寿命●影响后工序加工质量5●检验员技能不足 ●测量误差4240进货检验记录D16、板材表面缺陷●影响轴承的使用寿命●影响后工序加工质量6●抽样风险4248进货检验记录C21、板材宽度超差●影响后工序加工质量4●测量误差●抽样风险4232D3、毛刺●影响后工序加工质量3● 模具磨损● 模具间隙4672C1、环偏刀●影响后工序加工质量5●模具未调整好4240首检记录巡检记录C2、内径超差C3、外径超差●影响后工序加工质量5●模具磨损4240首检记录巡检记录D1、划伤●引起轴承异音3●材料表面附着颗粒物●模具毛刺5575首检记录巡检记录D2、锈蚀●造成后工序产生垫伤●导致轴承锈蚀卡死6●过程环境(温度/湿度/清洁度等)达不到要求●防锈措施失效3590首检记录巡检记录D3、毛刺●造成后工序产生垫伤●影响成品清洁度3● 模具磨损● 模具间隙偏刀66108 ※模具点检 ※对组长进行模具点检培训2006
26※对组长进行模具点检培训34672D4、拉伤●造成后工序产生垫伤●影响成品外观4● 模具磨损3448首检记录巡检记录D5、缺料●影响成品外观5● 来料不良●送料不到位3115首检记录巡检记录内外径尺寸符合要求;无外观缺陷责任和目标完成日期措施结果风险顺序数(RPN)原材料检验☆将材料厚度超差、材质不符、材料性能不符的材料检出批准:过程(工序)潜在失效模式 裁环剪板宽度超差,毛刺偏大级别频度(O)不易探测度(D)过程功能(内容)建议措施现行过程控制过程潜在失效模式及后果分析(PFMEA)编制