自制 9 3 6 焊台的原理分析和测试报告 自制 936 焊台的原理分析和测试报告 (国产控制板+二手白光手柄+二手白光头) 原创:wxleasyland 日期:2009年 7 月-8 月 本文引用了部分 SHENGMG、别人或其它论坛的图片
一、各个部分分析 1
控制板原理分析 控制板是向论坛或淘宝的 SHENGMG 买的,板 30 元,航空插头7 元,邮费 10元
这个板的原理和 HAOSEN 936B 型恒温铬铁原理图是一样的
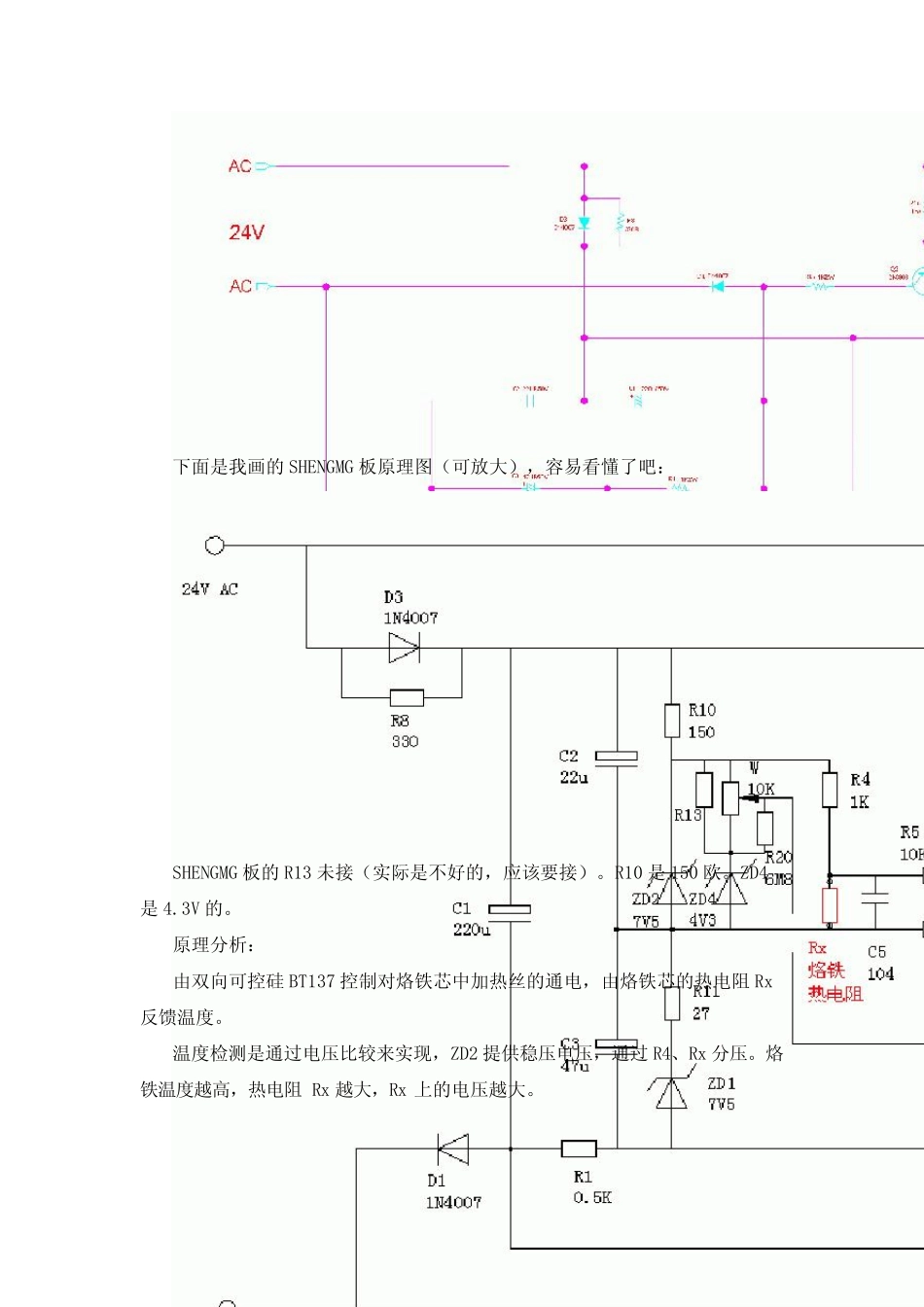
下面是网上流传的 HAOSEN 936B 型恒温铬铁的原理图(可放大),画得很乱,看不懂吧: 下面是我画的 SHENGMG 板原理图(可放大),容易看懂了吧: SHENGMG 板的 R13 未接(实际是不好的,应该要接)
R10 是 150 欧
ZD4是 4
原理分析: 由双向可控硅 BT137 控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx反馈温度
温度检测是通过电压比较来实现,ZD2 提供稳压电压,通过R4、Rx 分压
烙铁温度越高,热电阻Rx 越大,Rx 上的电压越大
Rx 上的电压被第一个 LM358 放大,放大倍数由微调电阻 VR2 控制
再进入第二个 LM358 进行电压比较
ZD2 和 ZD4 之间提供设定电压,由电位器 W 控制
我们通过调节 W,来设定焊台的温度
温度低时,Rx 上电压不高,第二个 LM358 输出为负电压,Q2 导通,BT137导通,对芯加热
达到设定温度时,第二个 LM358 输出为正电压,Q2 截止,BT137 截止,停止加热
注意,这里 ZD2 和 ZD1 给 LM358 提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点
R8 的作用是:触发 BT137 导通
C2 上的电压通过 R8、BT137 的 T1 端、BT137 的 G 端、Q2、R17,再回到 C2,