数控车床对刀原理及对刀方法对刀就是数控加工中得主要操作与重要技能
在一定条件下,对刀得精度可以决定零件得加工精度,同时,对刀效率还直接影响数控加工效率
仅仅知道对刀方法就是不够得,还要知道数控系统得各种对刀设置方式,以及这些方式在加工程序中得调用方法,同时要知道各种对刀方式得优缺点、使用条件(下面得论述就是以 FANUC OiMate 数控系统为例)等
1 为什么要对刀 一般来说,零件得数控加工编程与上机床加工就是分开进行得
数控编程员根据零件得设计图纸,选定一个方便编程得坐标系及其原点,我们称之为程序坐标系与程序原点
程序原点一般与零件得工艺基准或设计基准重合,因此又称作工件原点
数控车床通电后,须进行回零(参考点)操作,其目得就是建立数控车床进行位置测量、控制、显示得统一基准,该点就就是所谓得机床原点,它得位置由机床位置传感器决定
由于机床回零后,刀具(刀尖)得位置距离机床原点就是固定不变得,因此,为便于对刀与加工,可将机床回零后刀尖得位置瞧作机床原点
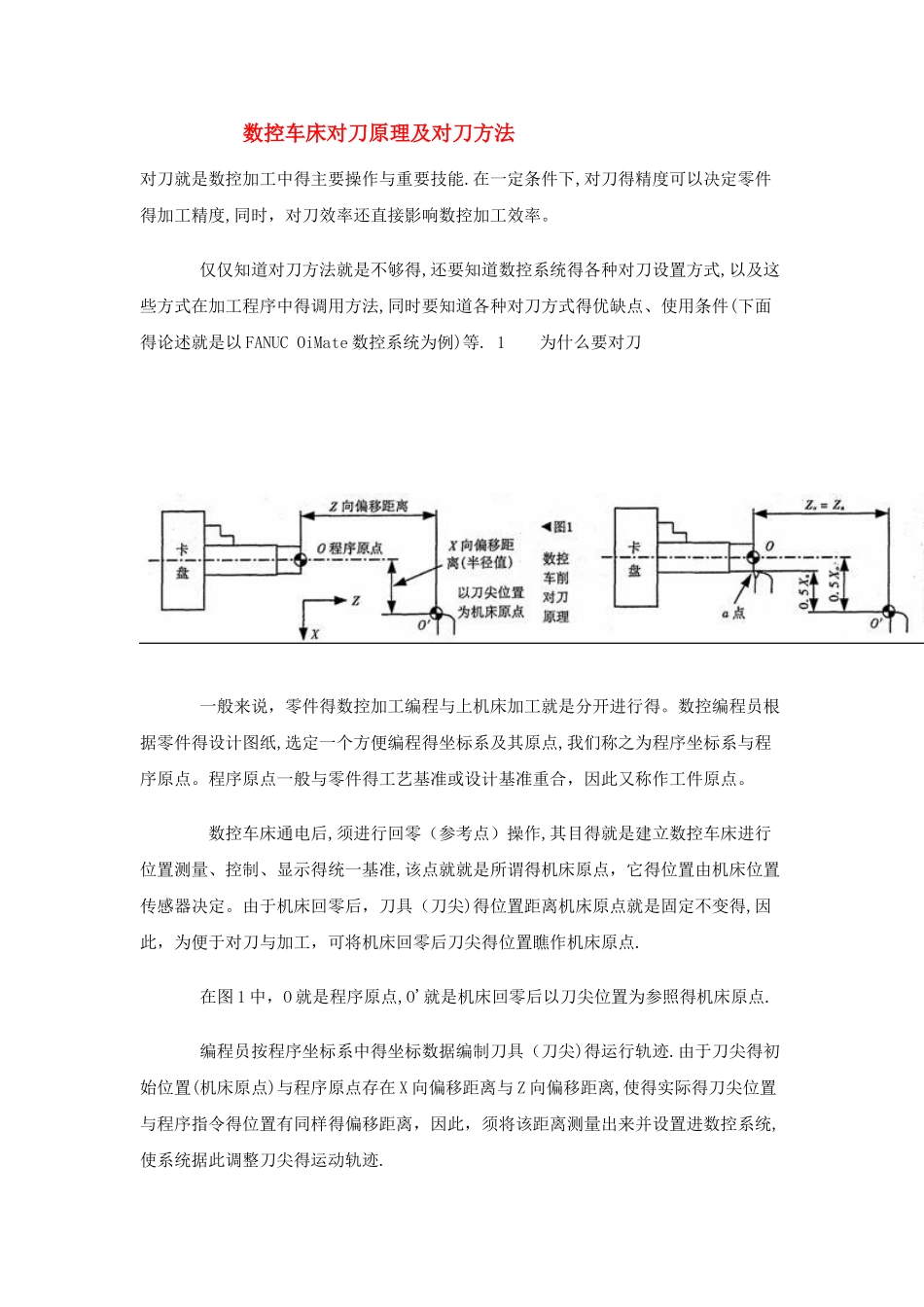
在图 1 中,O 就是程序原点,O'就是机床回零后以刀尖位置为参照得机床原点
编程员按程序坐标系中得坐标数据编制刀具(刀尖)得运行轨迹
由于刀尖得初始位置(机床原点)与程序原点存在 X 向偏移距离与 Z 向偏移距离,使得实际得刀尖位置与程序指令得位置有同样得偏移距离,因此,须将该距离测量出来并设置进数控系统,使系统据此调整刀尖得运动轨迹
所谓对刀,其实质就就是侧量程序原点与机床原点之间得偏移距离并设置程序原点在以刀尖为参照得机床坐标系里得坐标
2 试切对刀原理 对刀得方法有很多种,按对刀得精度可分为粗略对刀与精确对刀;按就是否采纳对刀仪可分为手动对刀与自动对刀;按就是否采纳基准刀,又可分为绝对对刀与相对对刀等
但无论采纳哪种对刀方式,都离不开试切对刀,试切对刀就是最根本得对刀方法
以图 2 为例