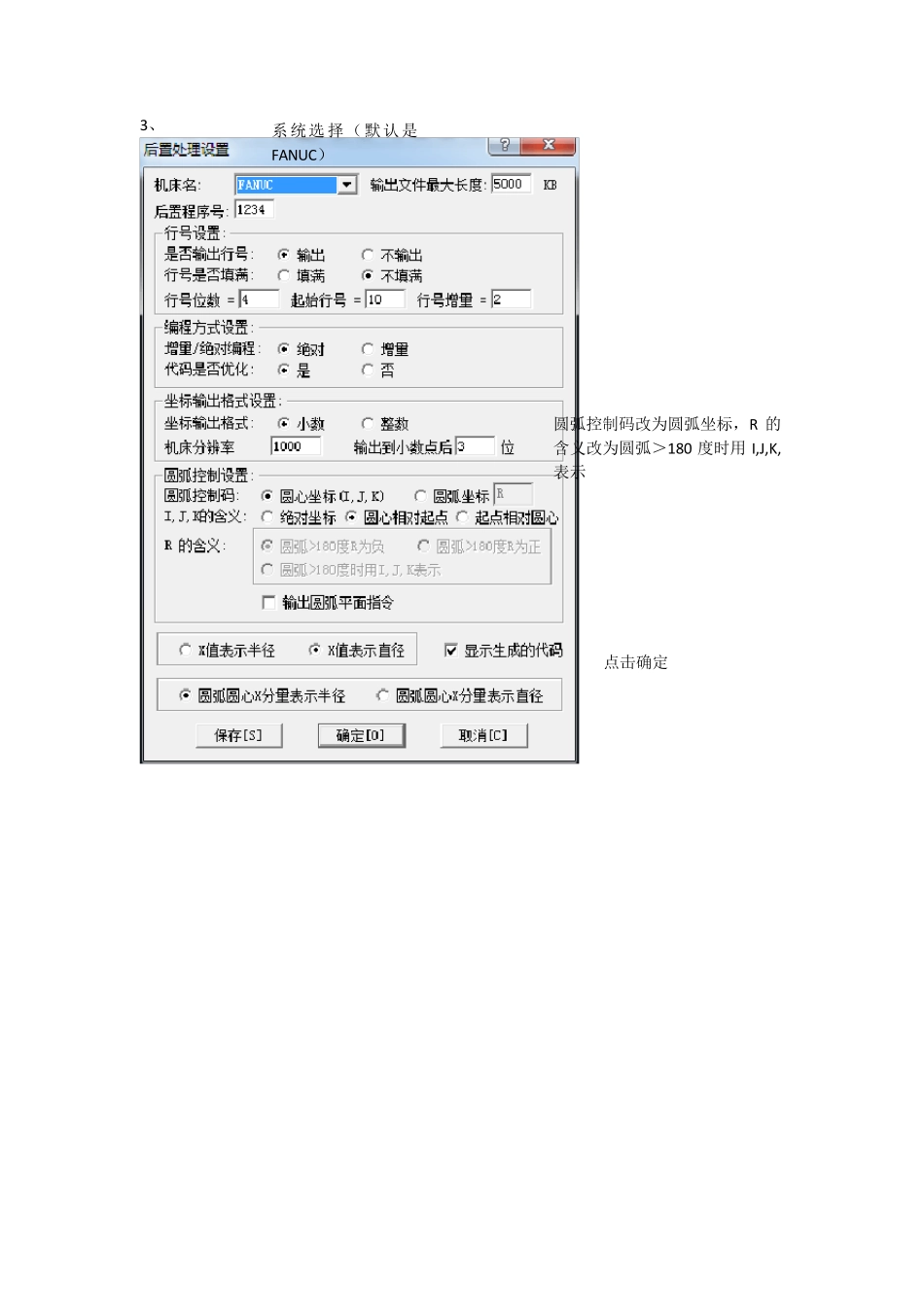
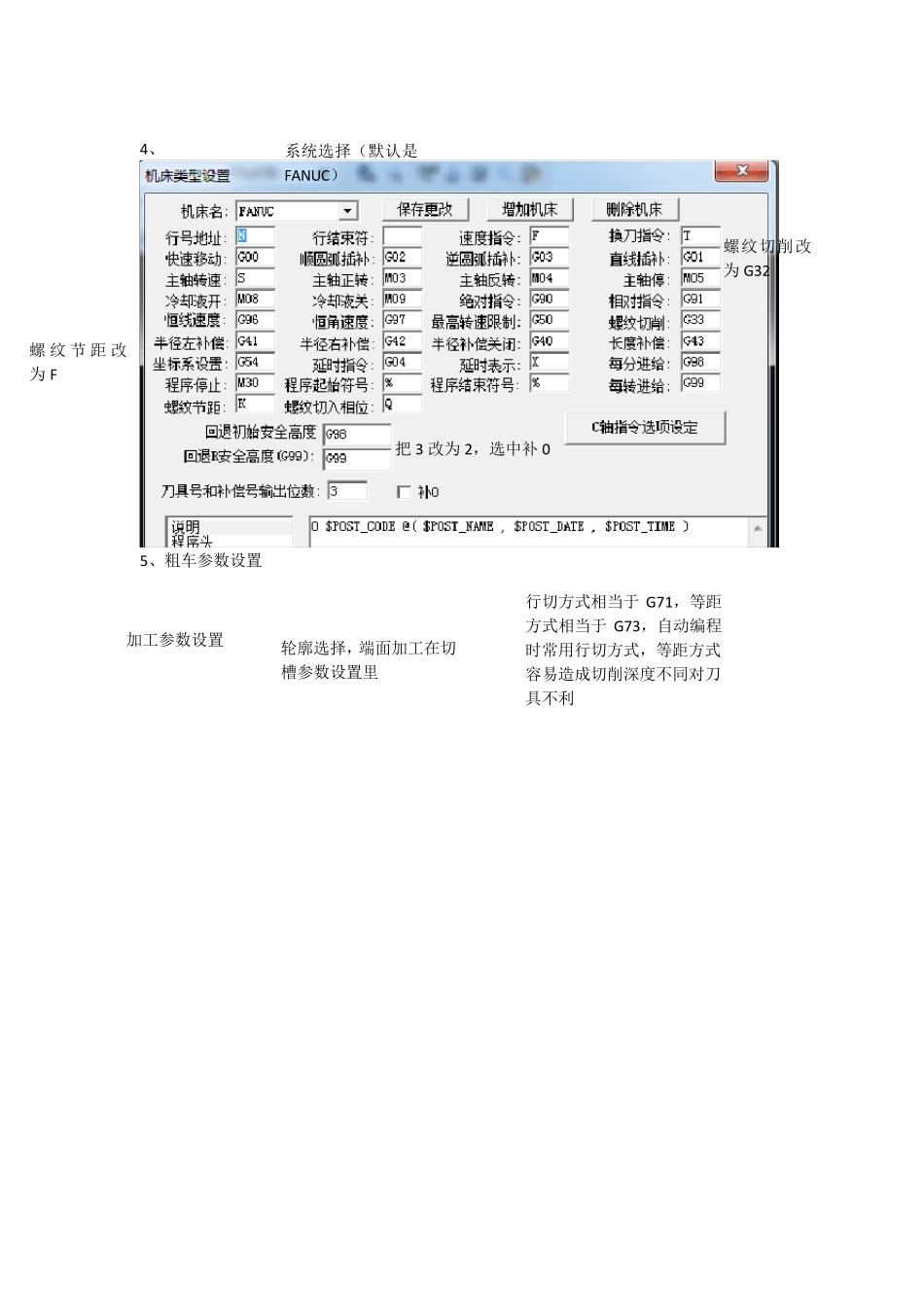
CAXA 数控车安装后需对一些参数进行调整(以 FANUC 系统为参考的设置): 1、 2、 点击数控车 进行后置设置(第 3 步) 后置设置完成进行机床设置(第 4 步) 粗车参数设置 精车参数设置 切槽参数设置 3、 系统选择(默认是FANUC) 圆弧控制码改为圆弧坐标,R 的含义改为圆弧>180 度时用 I,J,K,表示 点击确定 4、 5、粗车参数设置 系统选择(默认是FANUC) 螺 纹 节 距 改为 F 螺纹切削改为 G32 把 3 改为 2,选中补 0 加工参数设置 轮廓选择,端面加工在切槽参数设置里 行切方式相当于 G71,等距方式相当于 G73,自动编程时常用行切方式,等距方式容易造成切削深度不同对刀具不利 进退刀方式设置 快速退刀距离一般设置为0
5,内轮廓可根据实际情况设置,避免撞刀 切削用量设置 速度设定:快速进退刀设置为是,进刀量根据单位和转速进行调整 转速调整依据工件的加工为准,恒转速不会因切削直径的变化而变化转速,恒线速度则会 使用默认值 6、精车参数设置 轮廓车刀参数设置 刀具号与刀具补偿号为“T0101”中的两个 1,表示 1 号刀1 号刀补
刀尖半径根据刀具实际情况设置
刀具后角与加工参数设置中的干涉后角相同 其余参数基本不设置,使用默认值 加工参数设置 干涉角度与粗车设置相同 进退刀方式设置 7 、切槽参数设置 切槽加工参数设置 轮廓选择 加工工艺类型选择 加工方向改为纵深,横向会造成刀具损坏 加工余量不可太大,一般设为0
1 平移步距小于刀刃宽度 退刀距离太远会延长加工时间 精加工时进行相应参数设置 切削用量参数设置 切槽刀具参数设置 刀具号与刀具补偿号为“T0101”中的两个 1,表示 1 号刀1 号刀补
刀具宽度小于刀刃宽度 刀尖半径根据实际,球头刀刀具半径为刀刃宽度的一半 其余使用默认值