第三章 金属錾切 第一节 錾切的基本概念 用手锤敲击錾子来对金属进行切削加工的操作,叫做錾切
在机械加工中,由于某些原因不能或不使用机械加工,以及锉削余量大的金属工件,都可以用錾切的方法来加工
1.錾子必须要具备的因素有三: (1)錾子的材料要选择适当; (2)錾子淬火硬度适中 (3)錾子的切削部分成楔形
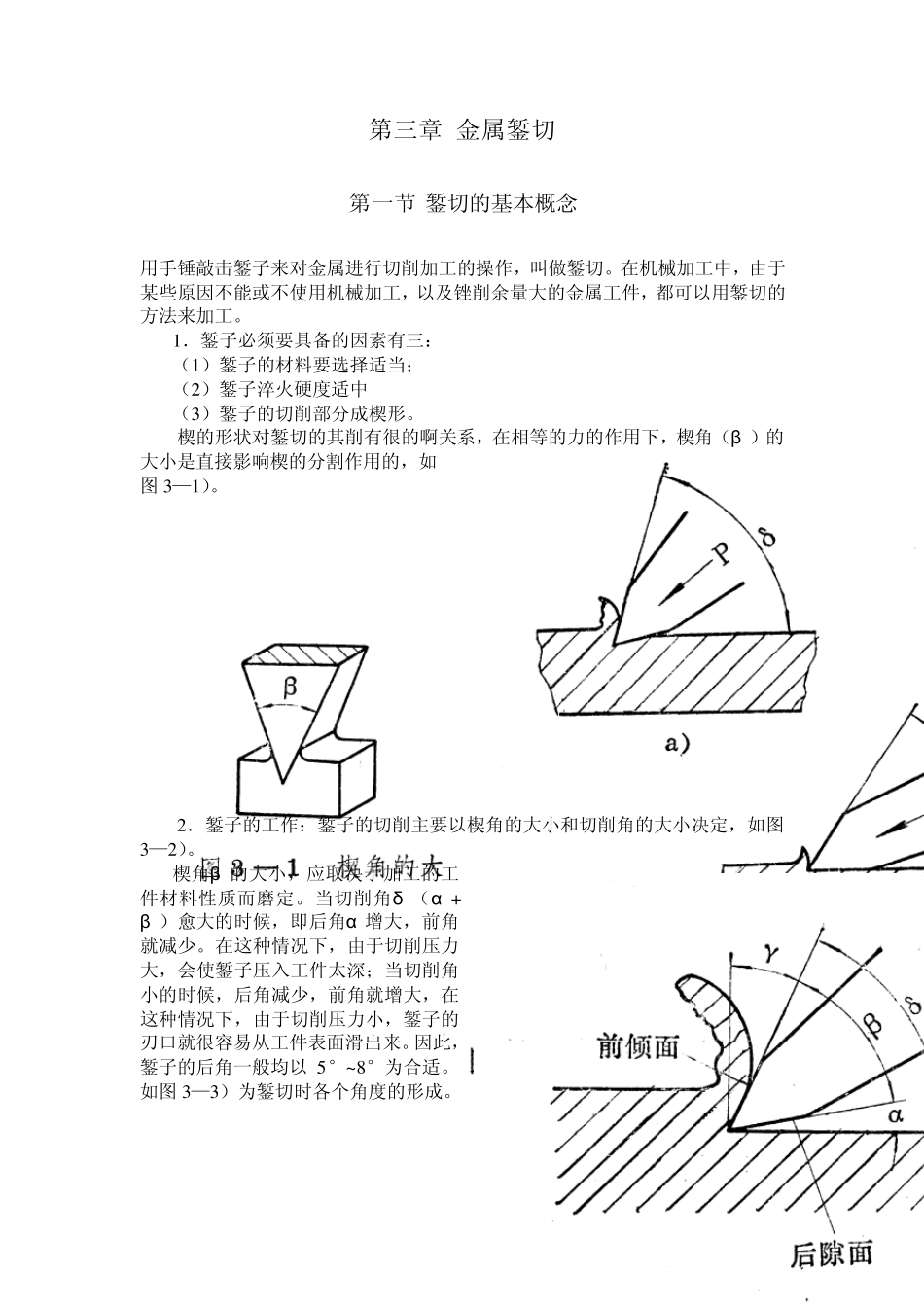
楔的形状对錾切的其削有很的啊关系,在相等的力的作用下,楔角(β )的大小是直接影响楔的分割作用的,如图 3—1)
2.錾子的工作:錾子的切削主要以楔角的大小和切削角的大小决定,如图3—2)
楔角β 的大小,应取决于加工的工件材料性质而磨定
当切削角δ (α +β )愈大的时候,即后角α 增大,前角就减少
在这种情况下,由于切削压力大,会使錾子压入工件太深;当切削角小的时候,后角减少,前角就增大,在这种情况下,由于切削压力小,錾子的刃口就很容易从工件表面滑出来
因此,錾子的后角一般均以 5°~8°为合适
如图 3—3)为錾切时各个角度的形成
第二节 錾子的制作 1.制作錾子的材料选择:制作錾子的材料,是根据被加工的工件材料性质来决定的,一般都采用含碳量比较高的材料,通用采用50 号、60 号高碳钢或碳素工具钢T7、T8 等材料
2.錾子淬火硬度要求:錾子从锻打成形到硬度淬火,这是钳工必须掌握的基本操作技术
钳工制作錾子,一般在煤炉里把錾子加热,当温度约在850℃~900℃时取出锻打成形,经过在砂轮上粗磨修正,然后再进行加热淬火
淬火时,把錾子头部长约20~30 毫米,加热到暗桔红色,这时錾子温度大约在780℃~830℃,可垂直地放入冷水中约4~6 毫米,当錾子露出水面部分呈黑色时,便从水中取出,利用上部热量进行余热回火
这时要注意观察錾尖的颜色,刚出水时的颜色是白色的,随着刃口的温度逐渐上升,颜色也随着改变,由白色变为黄色,由黄色变为蓝色
当錾尖呈黄色时,如把