第 六 章 大型覆盖件成形工艺及模具设计 本章学习要求: 1
掌握大型覆盖件冲压成形的工艺设计; 2
熟悉大型覆盖件模具的典型结构; 3
了解大型覆盖件冲压成形特点和主要成形障碍
覆盖件主要指覆盖汽车发动机和底盘、构成驾驶室和车身的一些零件,如轿车的挡泥板、顶盖、车门外板、发动机盖、水箱盖、行李箱盖等
由于覆盖件的结构尺寸较大,所以也称为大型覆盖件
除汽车外,拖拉机、摩托车、部分燃气灶面等也有覆盖件
和一般冲压件相比,覆盖件具有材料薄、形状复杂、多为空间曲面且曲面间有较高的连接要求、结构尺寸较大、表面质量要求高、刚性好等特点
所以覆盖件在冲压工艺制定、冲模设计和模具制造上难度都较大,并具有其独自的特点
1 覆盖件的成形特点和主要成形障碍 6
1 覆盖件的成形特点 图 6
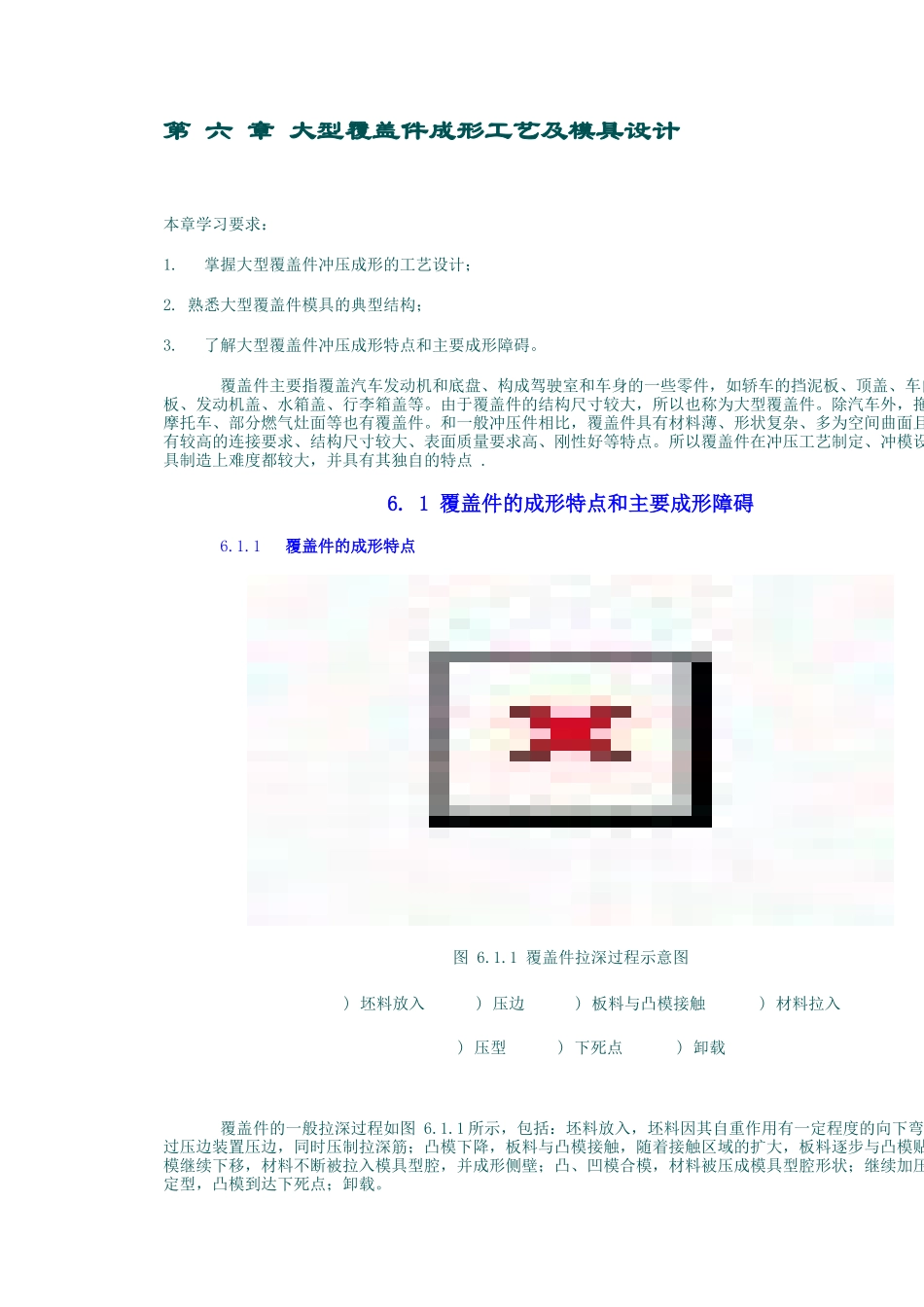
1 覆盖件拉深过程示意图 ) 坯料放入 ) 压边 ) 板料与凸模接触 ) 材料拉入 ) 压型 ) 下死点 ) 卸载 覆盖件的一般拉深过程如图 6
1 所示,包括:坯料放入,坯料因其自重作用有一定程度的向下弯曲;通过压边装置压边,同时压制拉深筋;凸模下降,板料与凸模接触,随着接触区域的扩大,板料逐步与凸模贴合;凸模继续下移,材料不断被拉入模具型腔,并成形侧壁;凸、凹模合模,材料被压成模具型腔形状;继续加压使工件定型,凸模到达下死点;卸载
由于覆盖件有形状复杂、表面质量要求高等特点,与普通冲压加工相比有如下成形特点: (1)成形工序多
覆盖件的冲压工序一般要 4~6 道工序,多的有近 10 道工序
要获得一个合格的覆盖件,通常要经过下料、拉深、修边(或有冲孔)、翻边(或有冲孔)、冲孔等工序才能完成
拉深、修边和翻边是最基本的三道工序,其中拉深工序是比较关键的一道工序
(2)覆盖件拉深往往不是单纯的拉深,而是拉深、胀形、弯曲等的复合成形
不论形状如何复杂,常采用一次拉深成形