第 1 页 共 6 页 手工焊和自动焊接锡点质量标准 本标准依据《印制板组装件的焊接点质量标准》,此标准由中华人民共和国电子工业部拟定,本标准规定了电计算机和其它电子产品中的印制板(包括单面、双面和多层印制板)电路中分立元器件、TTL 集成电路、MOS 集成电路等组件的手工锡焊和波峰焊接点质量要求
本标准是设计、生产和检验依据之一
1 一般要求: 1
1 产品焊接焊点的质量应符合本标准的规定和设计文件、工艺文件中的有关要求
2 电子元器件、组件应采用经过质量认定的合格品,对无质量保证的不应采用
3 产品焊接前应仔细检查电子元器件、组件和印制板等的质量,如外观、机械性能、电气性能及可焊性等,凡有问题的应剔除,不得混入生产线
4 元器件的安装应符合有关的安装技术条件
5 对于 MOS 集成电路的焊接必须采取防静电措施
6 焊点应保证良好的导电性及一定的机械强度
2 有关的名词术语及其定义: 2
1 助焊剂:能够促使金属与焊料润湿的一种具有化学活性的化合物
2 焊料:是一种合金,在电路焊接中,通过熔化时能产生与被焊金属的润湿作用,从而完成金属表面的导电连接和机械连接
3 润湿:属于金属表面之间亲和力的一种性能,润湿性良好的焊料熔融后,能在金属表面之间形成一层相当均匀、平滑、而且不断裂的焊料薄膜
4 润湿角:印制板上被焊金属和焊料间的交界面与焊料和空气间的交界面之间的夹角
5 焊接:使用焊料将两个或多个导体相连接,具有一定电气和机械性能的连接方法
6 焊点:经过焊接所形成的被焊金属与焊料的连接点
7 密实焊点:经过焊接所形成的被焊金属与焊料的连接点
8 针孔:完全穿透焊料层或看不见底的小孔,具有针孔的焊点为不良焊点
第 2 页 共 6 页 3 材料: 3
1 焊接工艺的一般要求: 3
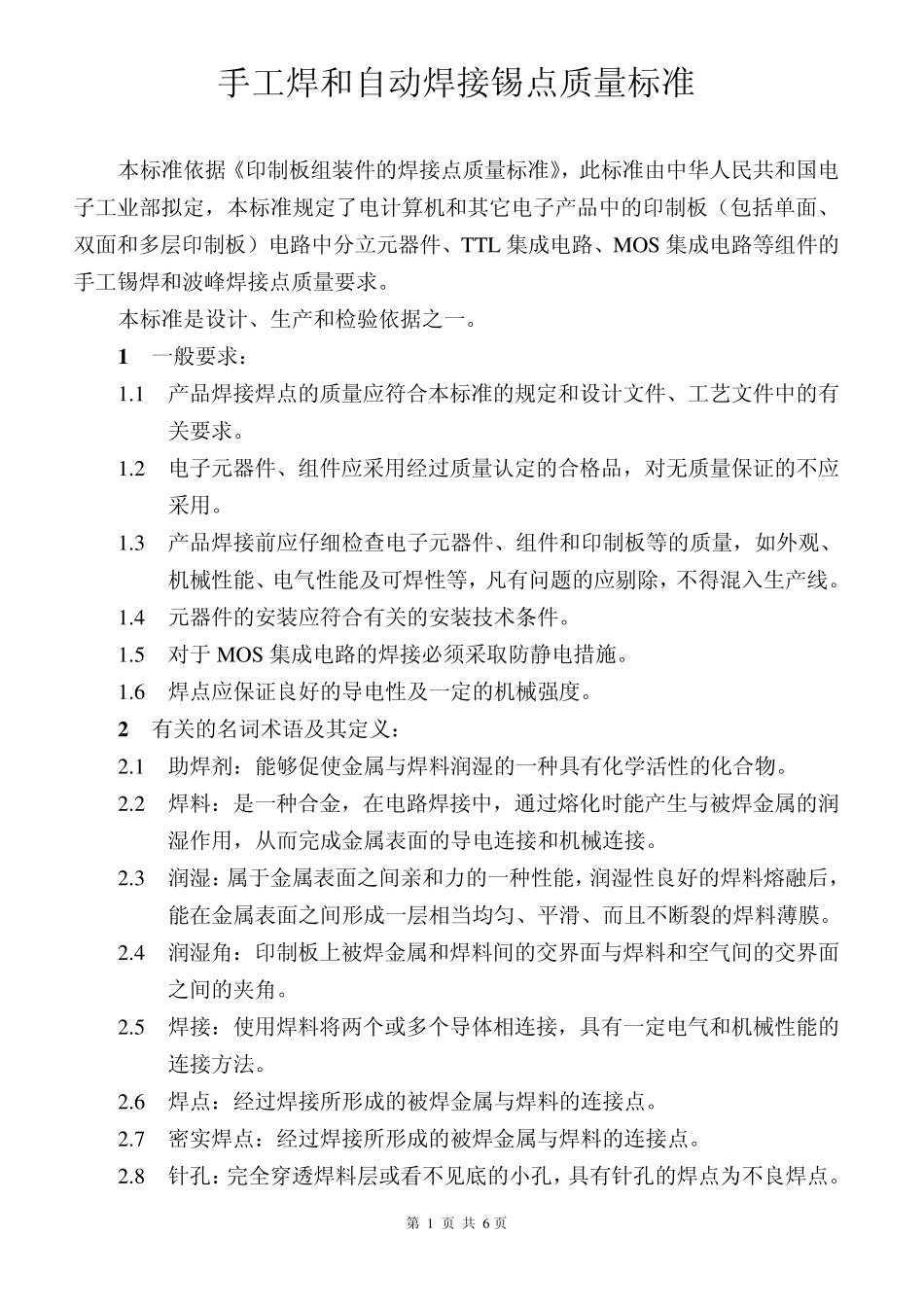
1 焊料一般采