题目:零件检验作业指导书 C
C # 所有人: 批准: 批准: 1、 目的 本文件旨在规定零件检验的质量保证、技术要求
2、范围 本文件适用于本公司所有的机械加工类零件
3、引用标准 :无 4、定义: 无
5、检验方法 5
1 零件的表面处理的检验 依照下列四个文件检验 1、零件氧化发黑检验作业指导书 2、零件镀铬检验作业指导书 3、零件镀锌检验作业指导书 4、零件镀镍检验作业指导书 5
2 表面粗糙镀检验 5
1、目测检测 当工件表面粗糙度比规定的粗糙度明显的好或不好,不需使用更精确的方法检验,工件表面存在着明显影响表面功能的表面缺陷,选择目测检验判定
2、比较检测 若用目测检查不能做出判定,可采用视觉或显微镜将被测表面与粗糙度比较样块比较判定
3 硬度检验: 题目:零件检验作业指导书 C
C # 所有人: 批准: 批准: 根据图纸的技术要求用洛氏硬度机、布氏硬度机检验零件的硬度
4 尺寸公差: 5
1 标注尺寸公差 对于尺寸公差带在0
1 以内的要用千分尺或比千分尺精度更高的检验仪器检验,对于公差带在0
1 以上的,可用游标卡尺检验
2 未标注尺寸公差 按GB/T 1804-f 标准检验 5
5 形状公差 5
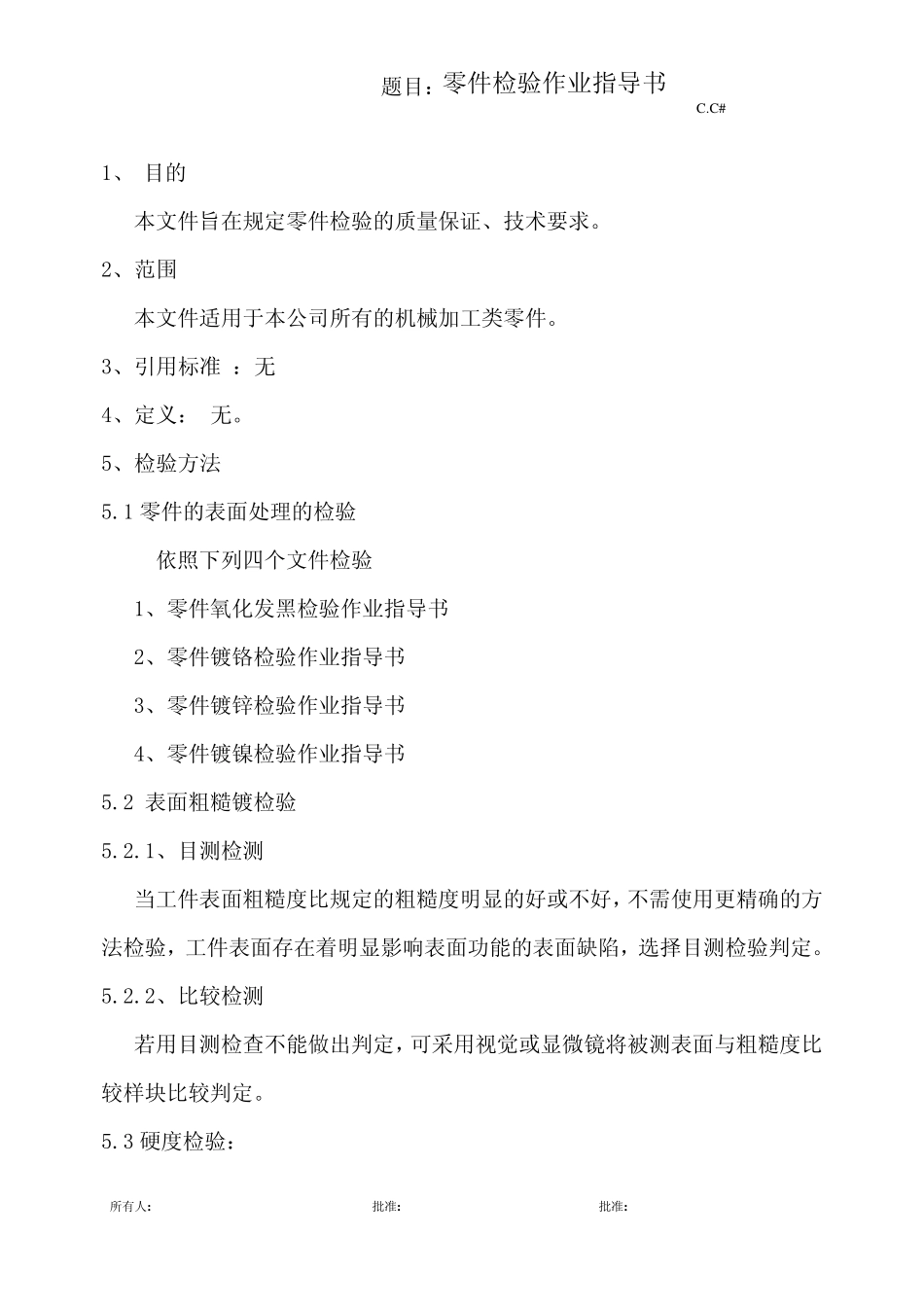
1 直线度的检验 用指示器法检验直线度
其检验方法为:将被测零件支撑在平板上,平板工作面为检验基准,按一定的方式(此出用直线式)布点,用指示器对被测表面上各测点进行检验并记录所测数据,然后,按一定的方法评定其误差值
GB/T 1804-f 基本尺寸 0
5-3 >3-6 >6-30 >30-120 >120-400 >400-1000 >1000公差 ±0
5 题目:零件检验作业指导书 C
C # 所有人: 批准: 批准: 5