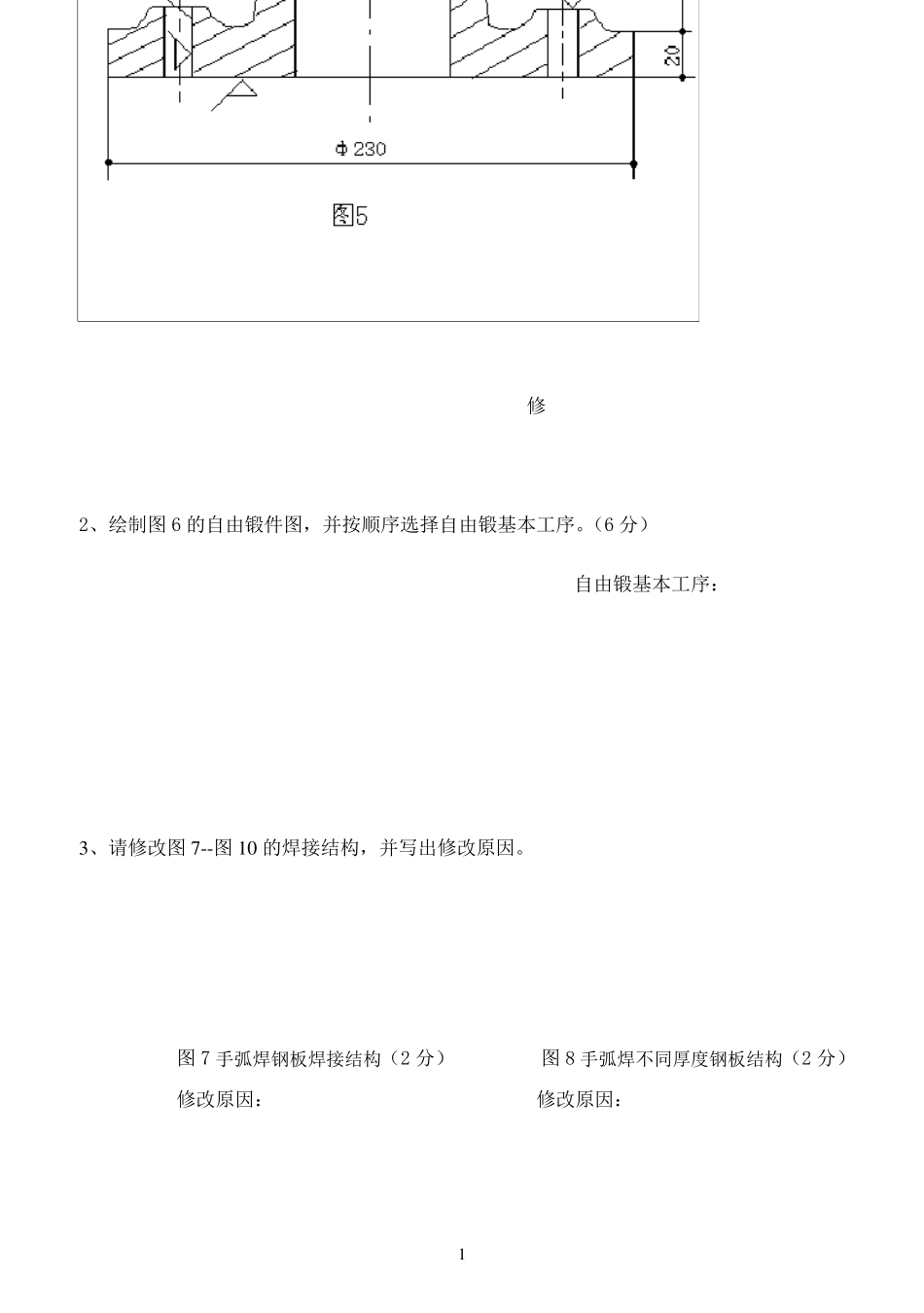
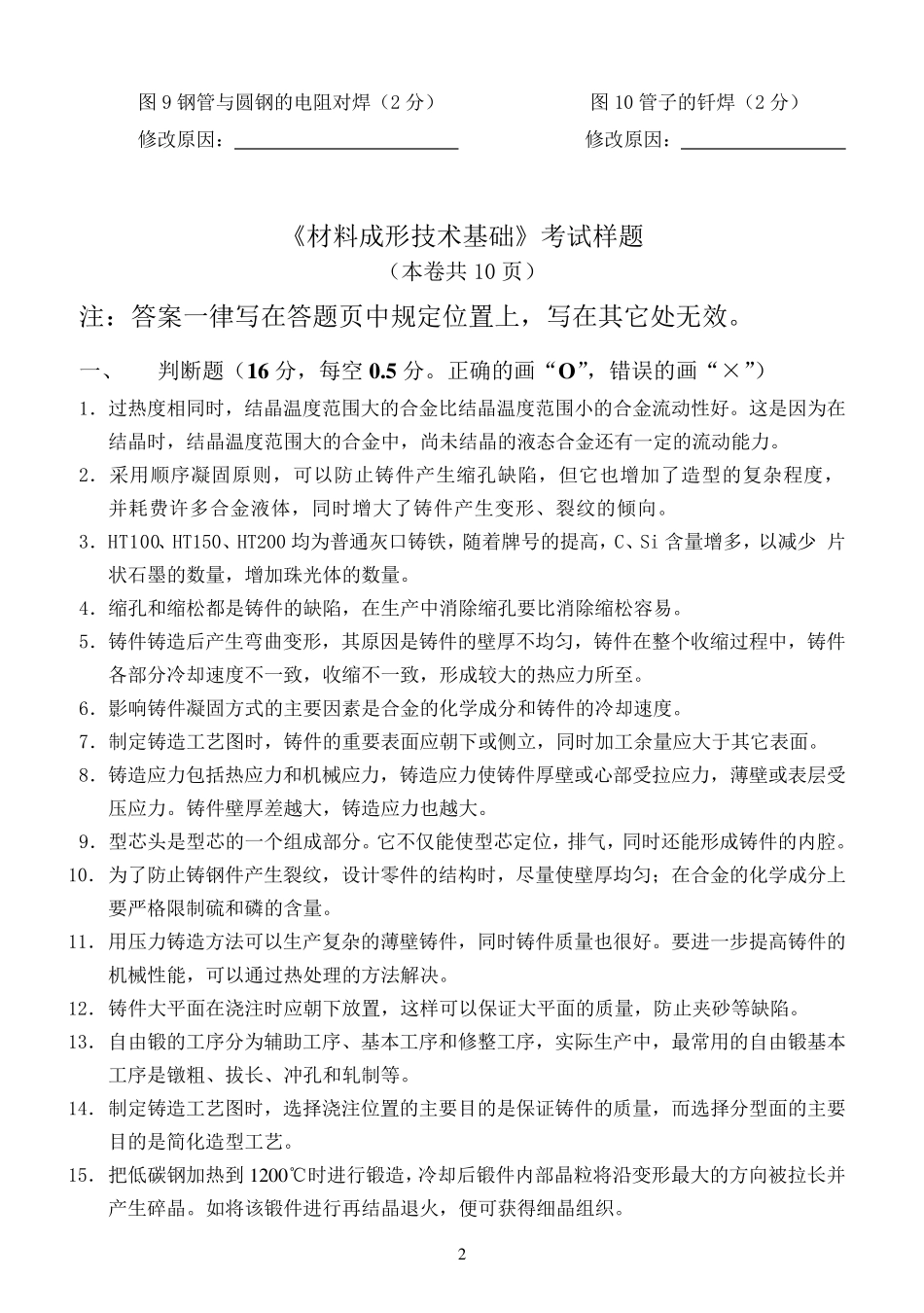
1 《材料成形技术基础》考试样题答题页 (本卷共10 页) 四、综合题(20 分) 1、绘制图 5 的铸造工艺图(6 分) 修 2、绘制图 6 的自由锻件图,并按顺序选择自由锻基本工序
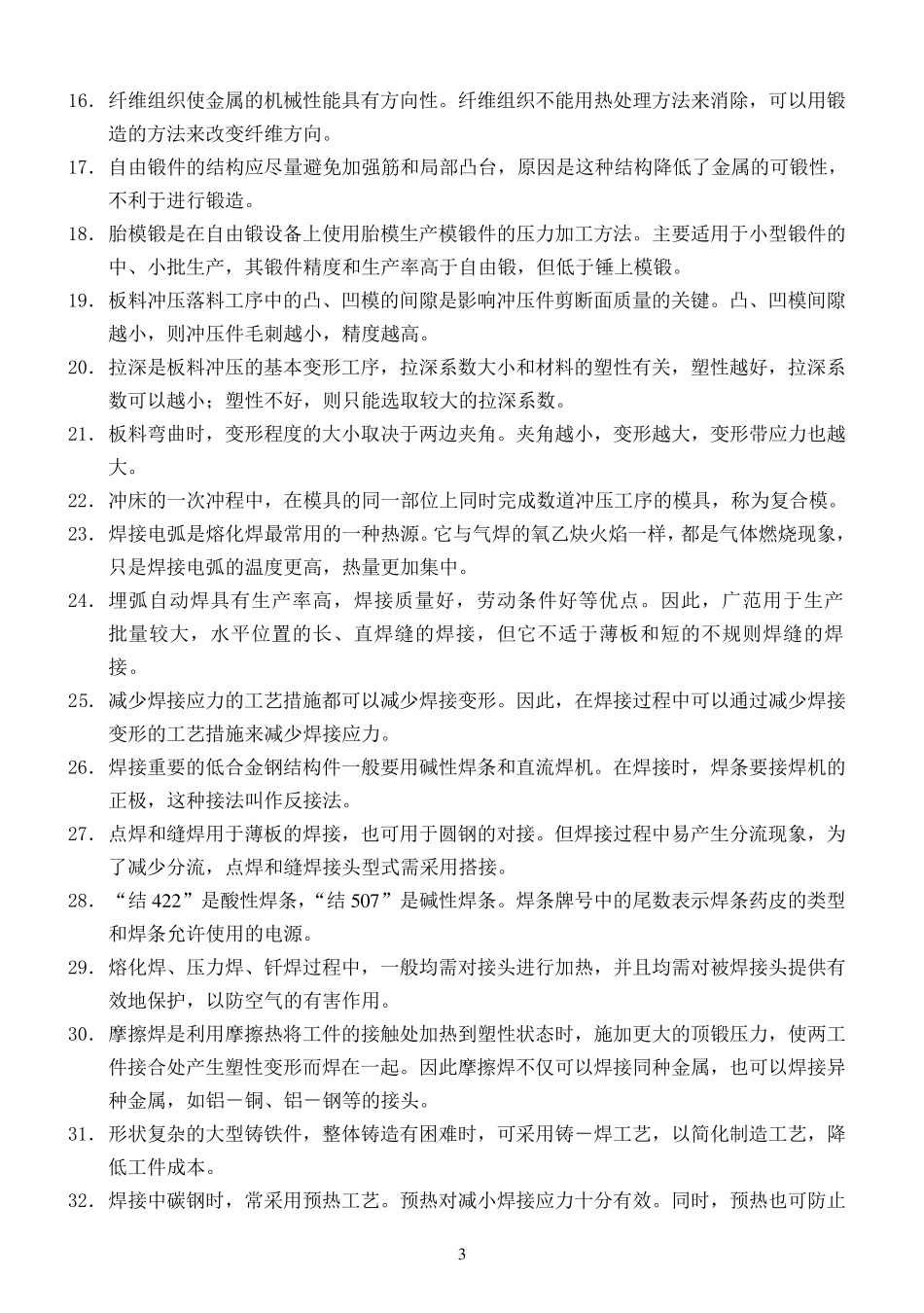
(6 分) 自由锻基本工序: 3 、请修改图 7 --图 1 0 的焊接结构,并写出修改原因
图 7 手弧焊钢板焊接结构(2 分) 图 8 手弧焊不同厚度钢板结构(2 分) 修改原因: 修改原因: 2 图9 钢管与圆钢的电阻对焊(2 分) 图10 管子的钎焊(2 分) 修改原因: 修改原因: 《材料成形技术基础》考试样题 (本卷共10 页) 注:答案一律写在答题页中规定位置上,写在其它处无效
一、 判断题(16 分,每空0
正确的画“O ”,错误的画“×”) 1.过热度相同时,结晶温度范围大的合金比结晶温度范围小的合金流动性好
这是因为在结晶时,结晶温度范围大的合金中,尚未结晶的液态合金还有一定的流动能力
2.采用顺序凝固原则,可以防止铸件产生缩孔缺陷,但它也增加了造型的复杂程度,并耗费许多合金液体,同时增大了铸件产生变形、裂纹的倾向
3.HT100、HT150、HT200 均为普通灰口铸铁,随着牌号的提高,C、Si 含量增多,以减少 片状 石 墨 的数 量,增加珠 光 体的数 量
4.缩孔和 缩松 都 是铸件的缺陷,在生产中消 除 缩孔要 比消 除 缩松 容 易
5.铸件铸造后 产生弯 曲 变形,其原因是铸件的壁 厚 不 均匀 ,铸件在整 个 收 缩过程中,铸件各 部 分冷 却 速 度不 一致 ,收 缩不 一致 ,形成较 大的热应 力所 至
6.影 响 铸件凝固方 式 的主 要 因素 是合金的化 学 成分和 铸件的冷 却 速 度
7.制 定铸造工 艺 图时,铸件的重 要 表 面 应 朝 下 或 侧 立 ,同时加工 余 量应 大于 其它表 面
8.铸造应 力包