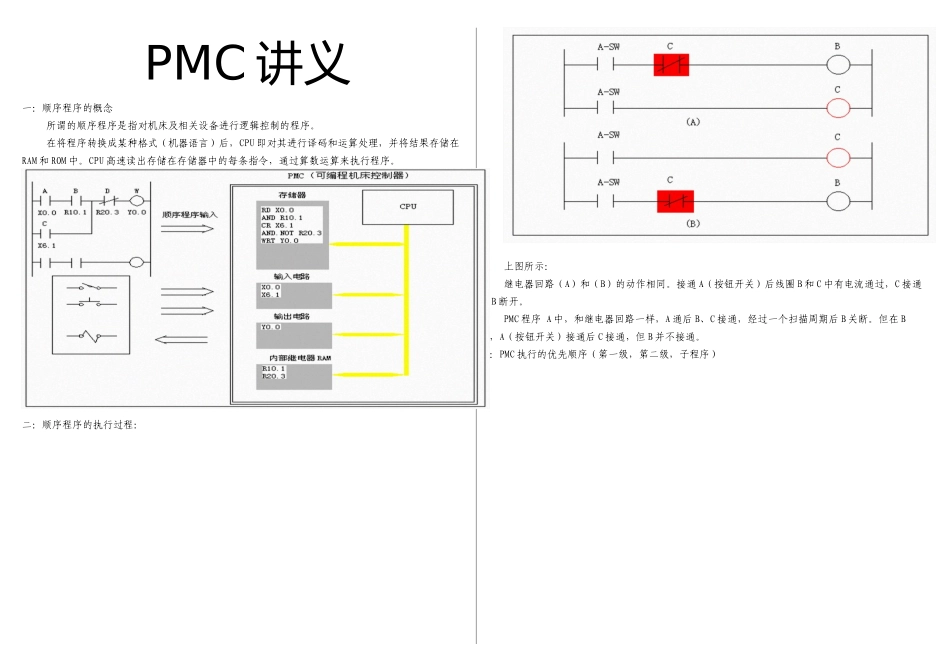
PMC 讲义一:顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序
在将程序转换成某种格式(机器语言)后,CPU 即对其进行译码和运算处理,并将结果存储在RAM 和 ROM 中
CPU 高速读出存储在存储器中的每条指令,通过算数运算来执行程序
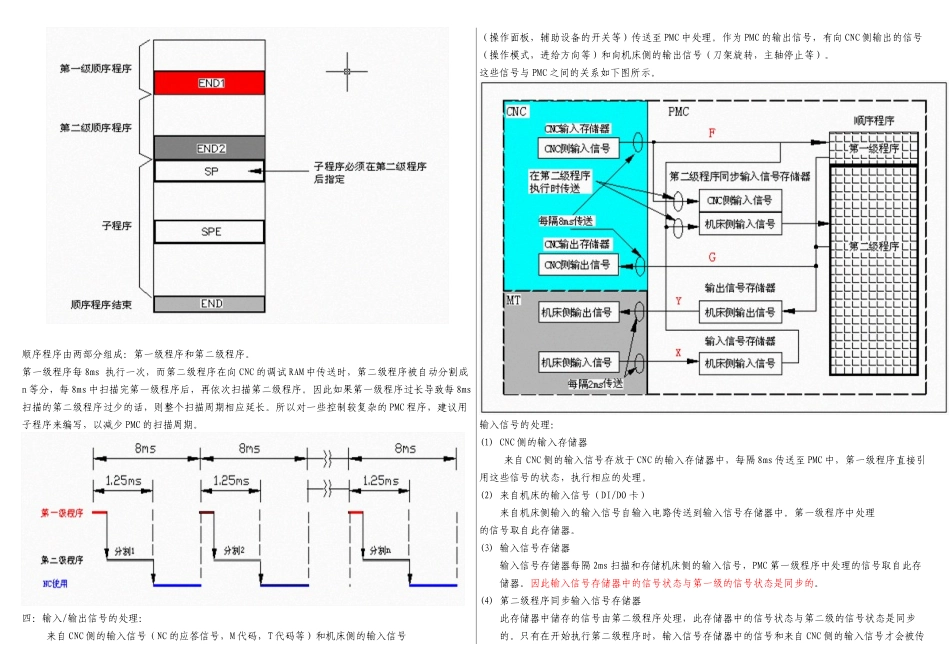
二:顺序程序的执行过程:上图所示:继电器回路(A)和(B)的动作相同
接通 A(按钮开关)后线圈 B 和 C 中有电流通过,C 接通后 B 断开
PMC 程序 A 中,和继电器回路一样,A 通后 B、C 接通,经过一个扫描周期后 B 关断
但在 B中,A(按钮开关)接通后 C 接通,但 B 并不接通
三:PMC 执行的优先顺序(第一级,第二级,子程序)顺序程序由两部分组成:第一级程序和第二级程序
第一级程序每 8ms 执行一次,而第二级程序在向 CNC 的调试 RAM 中传送时,第二级程序被自动分割成n 等分,每 8ms 中扫描完第一级程序后,再依次扫描第二级程序
因此如果第一级程序过长导致每 8ms扫描的第二级程序过少的话,则整个扫描周期相应延长
所以对一些控制较复杂的 PMC 程序,建议用子程序来编写,以减少 PMC 的扫描周期
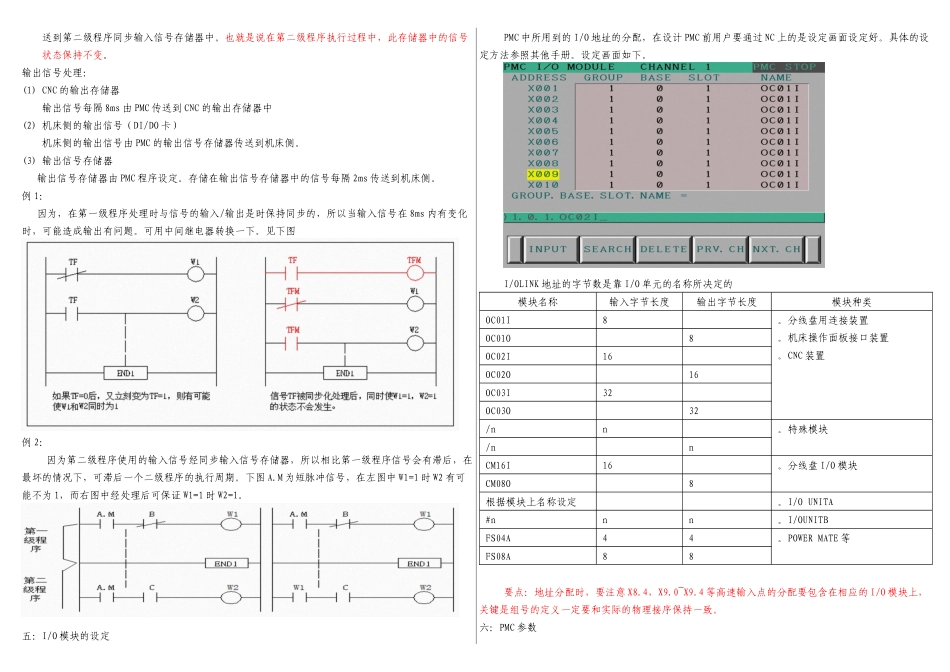
四:输入/输出信号的处理:来自 CNC 侧的输入信号(NC 的应答信号,M 代码,T 代码等)和机床侧的输入信号(操作面板,辅助设备的开关等)传送至 PMC 中处理
作为 PMC 的输出信号,有向 CNC 侧输出的信号(操作模式,进给方向等)和向机床侧的输出信号(刀架旋转,主轴停止等)
这些信号与 PMC 之间的关系如下图所示
输入信号的处理:(1) CNC 侧的输入存储器来自 CNC 侧的输入信号存放于 CNC 的输入存储器中,每隔 8ms 传送至 PMC 中,第一级程序直接引用这些信号的状态,执行相应的处理
(2) 来自机床的输入信号(DI/DO 卡)来自机床侧输入的输入信号自输入电路