电火花成形加工工具电极的设计与制造 电火花加工模具的特点是把工具电极的形状精确地复制在工件(模具)上
因此,电极是电火花加工中不可缺少的工具之一
电极的合理设计及制造,与模具型孔或型腔的加工精度有着密切的关系
为了保证模具的加工精度,在设计电极时,必须选择适当的电极材料,合理的电极结构和正确的几何尺寸,同时还应考虑电极加工工艺性等问题
对电极的技术要求 1)电极的几何形状要和模具型孔或型腔的几何形状完全相同,其尺寸大小根据模具型孔或型腔的尺寸及公差、放电间隙的大小、凸模与凹模配合间隙来决定
2)电极的尺寸精度不低于 it7 级精度
3)电极的表面粗糙度应在ra0
25μm 以上,如果采用铸铁或铸铜时,表面不能有砂眼
4)各表面的平行度,100 mm 长度内不能大于 0
5)电极加工成形后变形小,具有一定强度
电极材料 从电火花加工原理来说,加工时工具电极与工件不接触,是通过电蚀作用对工件进行加工,似乎任何导电材料都可以作为电极
但是,由于不同材料的电极对于电火花加工的稳定性,生产率及模具被加工质量等都有很大的影响
因此,在实际使用中不能任意选择电极材料,而应选择相对损耗小、加工过程稳定、生产率高、易于制造加工及成本低廉的材料作为电极材料,以满足模具成型零件的电加工要求
目前,常用的电极材料有:铸铁、钢、纯铜、黄铜、铜钨合金、银钨合金、石墨等
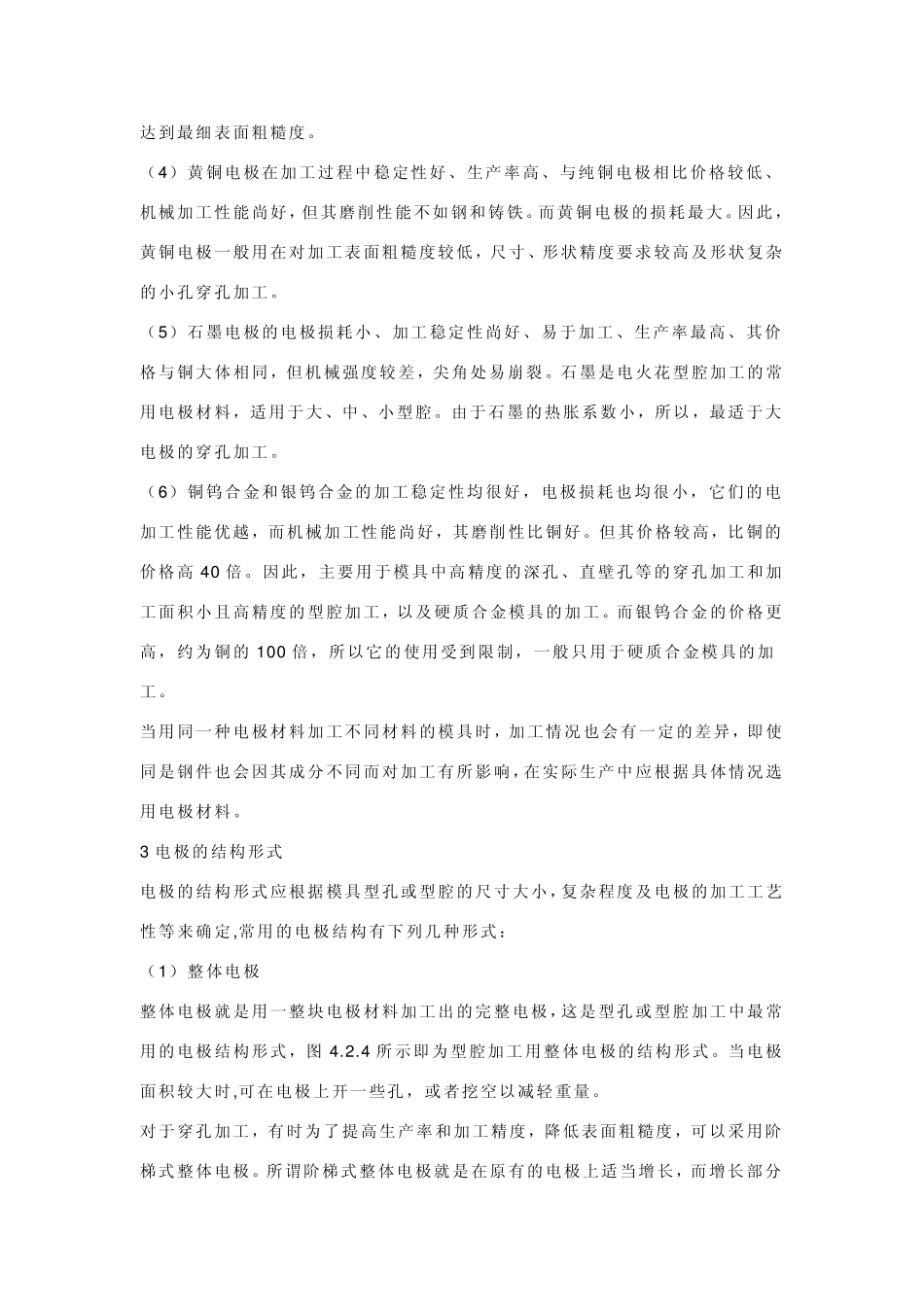
这些材料的性能见表 4
2 电火花成形加工常用电极及其性能 常 用 材 料 电加工工艺性能 机械 加工性能 价格 材料来源 应用情况 稳定性 电极损耗 铸铁 较差 适中 好 低 (常用材料) 主要用于型孔加工, 制造精度高 钢 较差 适中 好 低 (常用材料) 常采用加长凸模,加长部分为加工型孔的电极;可降低制造费用 石墨 较好 较小 (取决于石墨性能) 好