第三篇 电火花打毛机床 第一章 电火花打毛机床的基本知识 第一节 概 述 电火花打毛机床(Electrical Discharge Tex tu ring 简称 EDT)是随着汽车制造行业的发展对冷轧薄板表面毛化的要求而开发的
出于对冷轧板深冲性能和涂漆效果的考虑,汽车制造商对钢板表面的光洁度有着特殊的要求
深冲用钢板需要钢板表面有粗糙的表面结构,以便在冲压时使钢板表面上能更好的附着避免钢板和模具发生冷焊现象的油;相反,喷漆则要求钢板表面具有高品质的表面粗糙度以达到好的喷漆效果
这就需要钢板表面具有一定的粗糙度,同时还要有较高的一致性,而这种均匀的表面粗糙度还要有很高的重复性
电弧腐蚀技术提供了对这一需求的解决办法,通过计算机控制系统使电火花腐蚀轧辊表面以达到均匀毛化的效果,从而适应汽车和家电制造业对冷轧钢板表面粗糙度的要求
从使用情况来看,EDT 机床毛化的钢板的表面粗糙度(Ra)、峰值数(Pc)和重复一致性(≤±4%)远远好于传统的喷丸打毛法,现代大型冷轧厂的磨辊车间已经广泛使用电火花打毛机床处理轧辊用于生产不同表面粗糙度的冷轧钢板
第二节 电火花毛化原理 一、电火花毛化原理 EDT 电火花毛化的基础是电弧腐蚀工艺,功率发生器接通介质油中的传导粒子形成一个两极性的电桥
而这个电桥产生断续性的充电电流作用在轧辊上,将轧辊表面熔融,达到毛化的效果
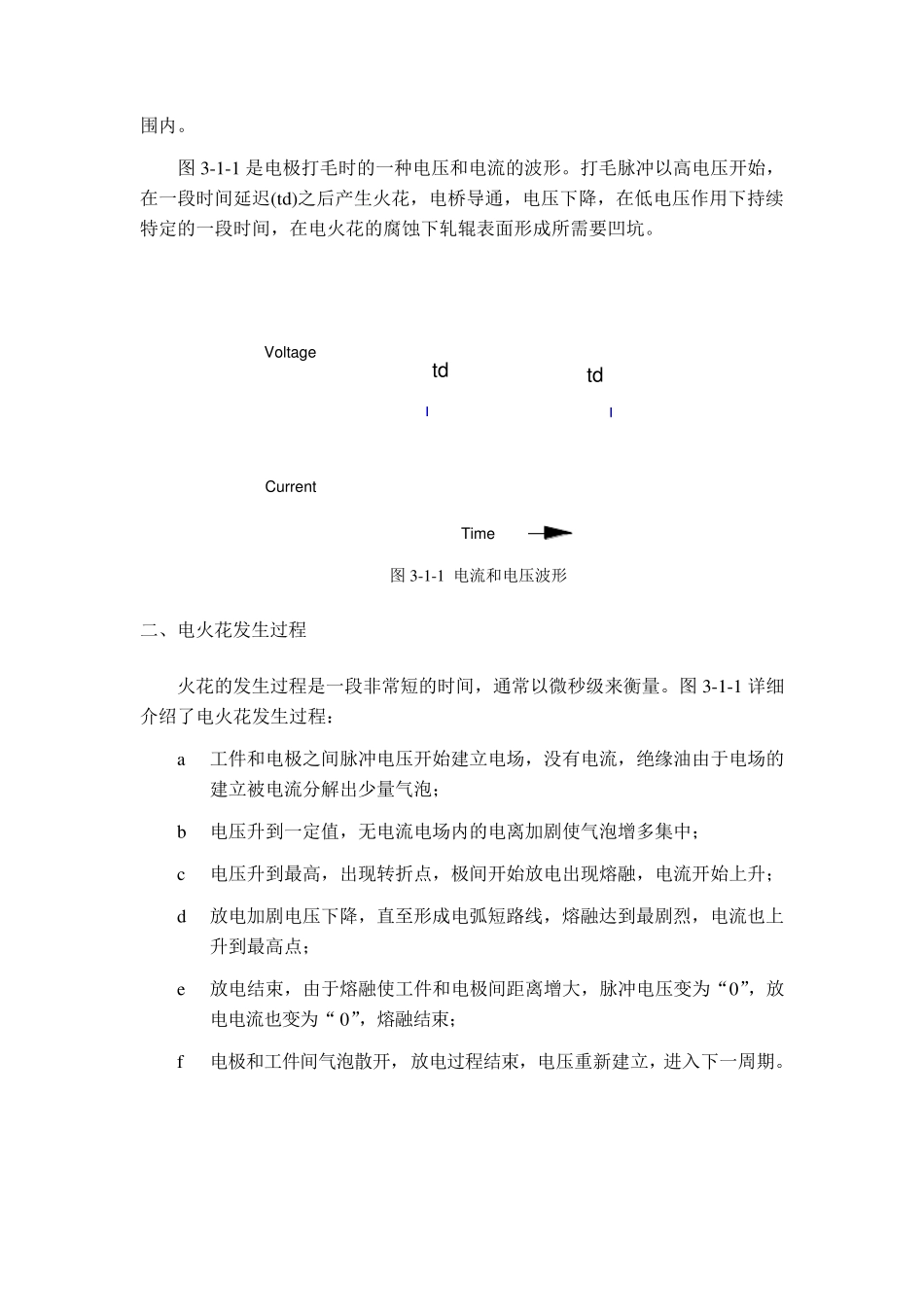
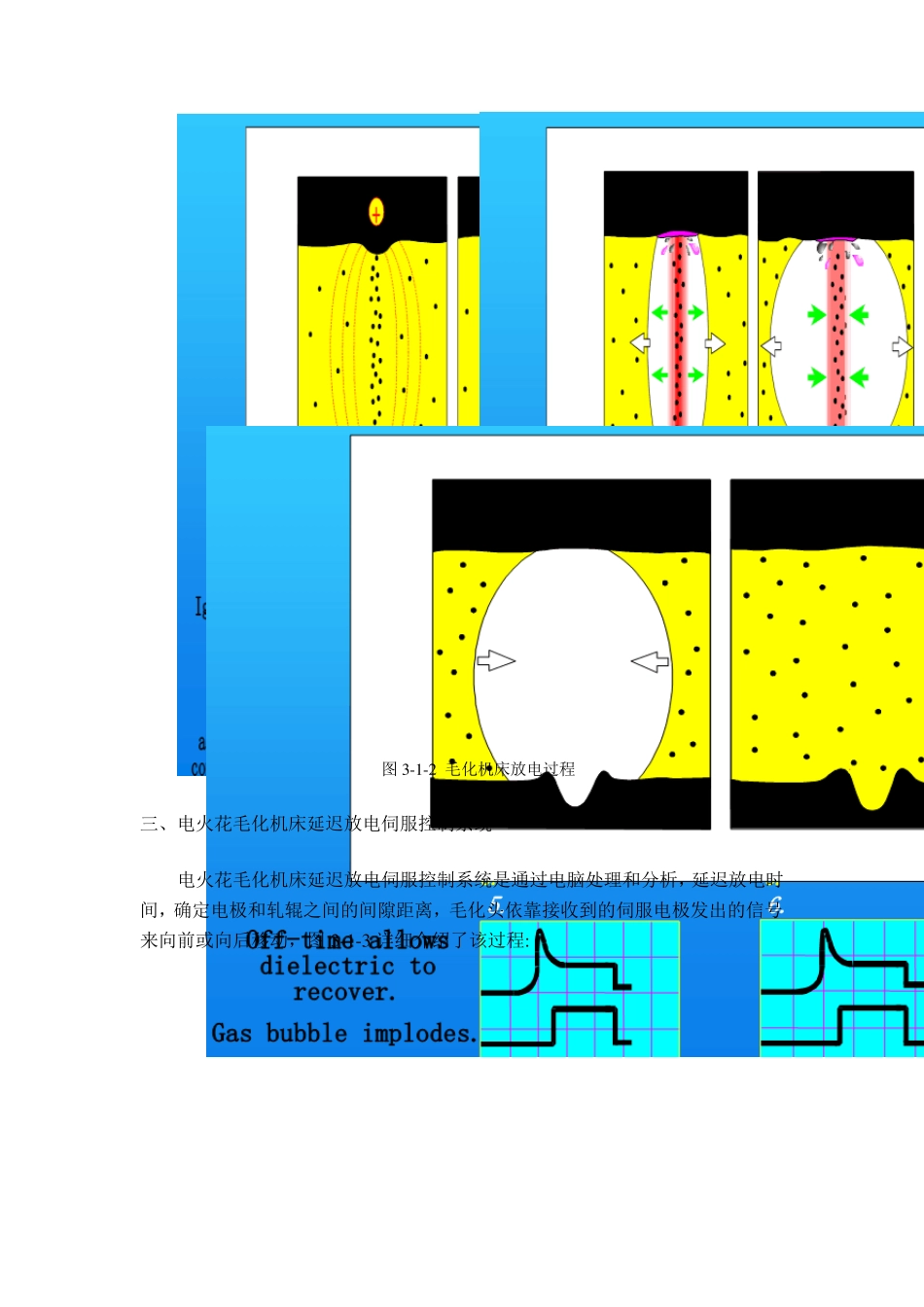
电极和轧辊放电时在放电通道上形成一种气态的副产品,当气化达到一定的程度后,气泡爆裂将熔化的金属抛出,由打毛油将其冲走,轧辊表面形成放电凹坑,同时电桥瓦解
电火花毛化机床是一种利用正负电极之间的脉冲电流在可控状态下,在特定工作介质中放电所产生的电火花来瞬时微量熔化轧辊表面,形成不规则、相互叠加的放电痕,从而达到所需表面粗糙度
毛化的过程可以程序控制,可以在一个非常规律的情况下反复产生,并且表面粗糙度可以控制在一个非常精密的公差