文件名称 端 子 检 验 标 准 版 本 D3 第 1 页 共 11页 生效日期 2002-04-21 文件编号 QAD-WI-A015 制订部门 品保部 BIZLINK INTERNATIONAL ELECTRONICS FACTORY 核准 审核 制作 钟菊兰 1
0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范
0范围:此规范适用于各类端子压着检验
制造部:依此规范进行生产
品保部:负责依此规范进行检验
0内容: 5
端子正确铆压标准: 5
端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可
端子的内模压着导体后外露部分须超过0
正确铆压见: 如附图一
端子不良铆压标准: 5
绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落
绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落
文件名称 端 子 检 验 标 准 版 本 D3 第 2 页 共 11页 生效日期 2002-04-21 文件编号 QAD-WI-A015 制订部门 品保部 BIZLINK INTERNATIONAL ELECTRONICS FACTORY 5
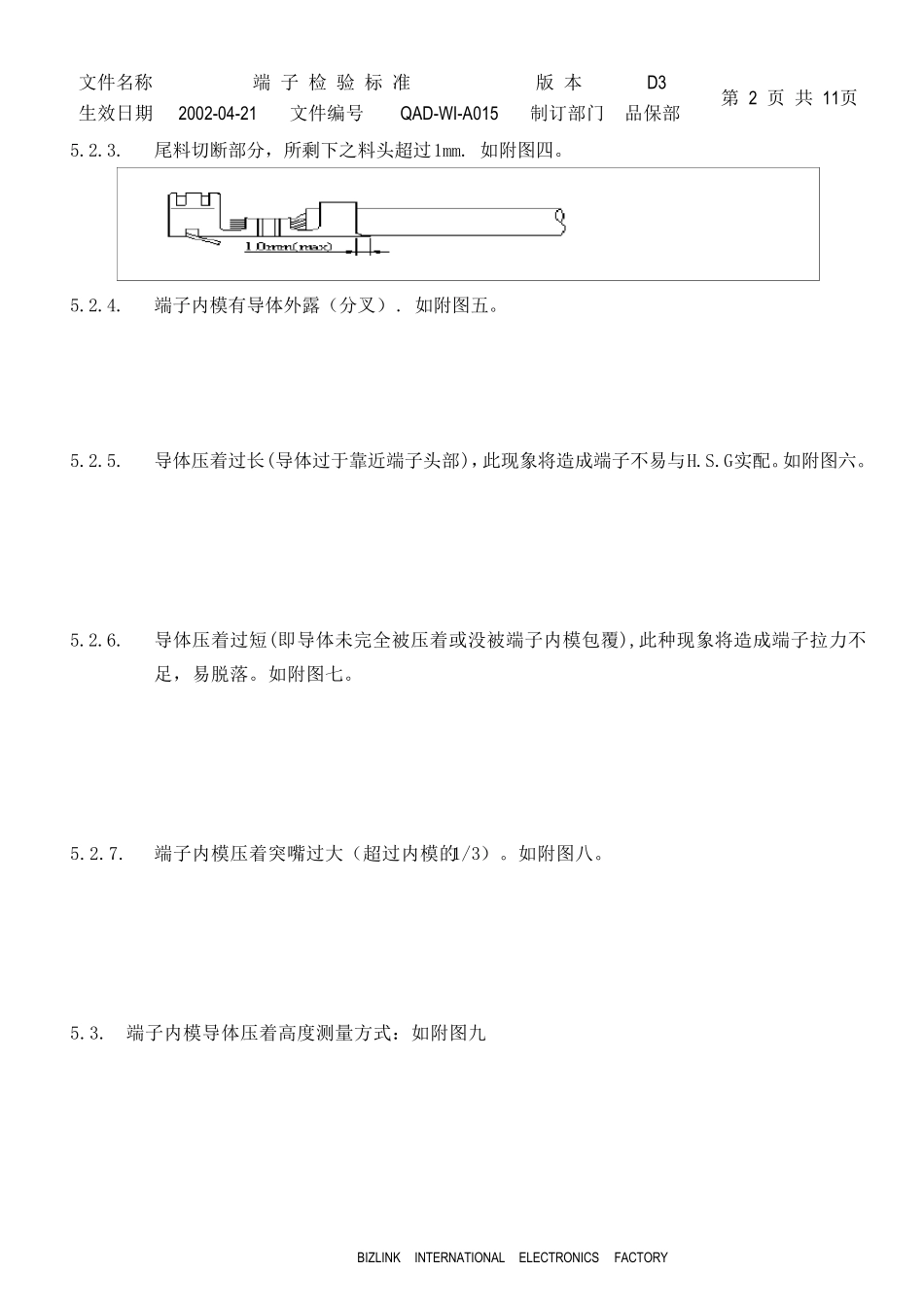
尾料切断部分,所剩下之料头超过1mm
端子内模有导体外露(分叉)
导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与H
导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足