一、控制要求 1.1 控制对象介绍 自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程
这类系统的控制需要动作稳定,具备连续可靠工作的能力
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程
如下图所示: 1.2 控制原理 自动送料装车系统是通过电机和限位开关来控制的
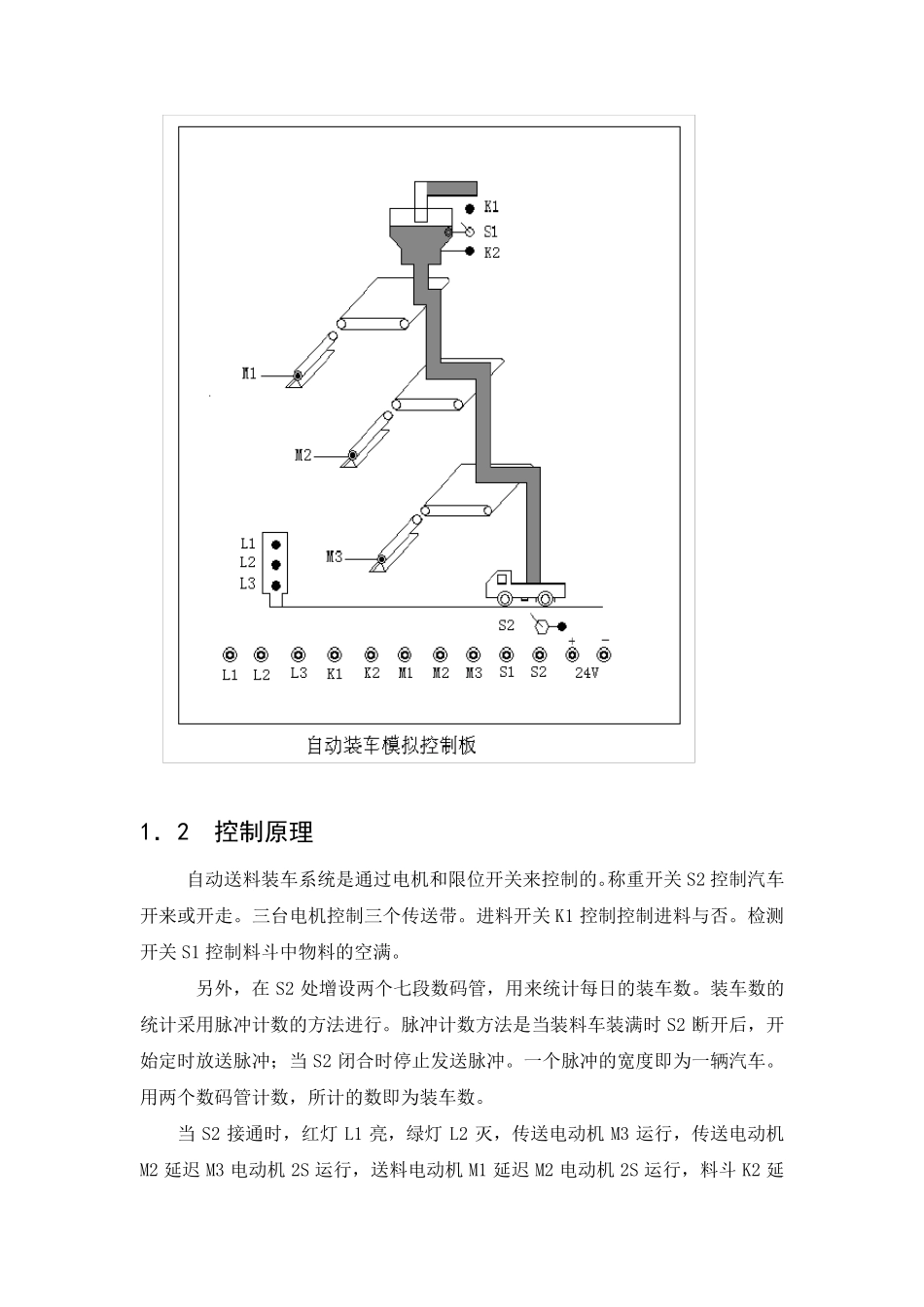
称重开关S2 控制汽车开来或开走
三台电机控制三个传送带
进料开关K1 控制控制进料与否
检测开关S1 控制料斗中物料的空满
另外,在 S2 处增设两个七段数码管,用来统计每日的装车数
装车数的统计采用脉冲计数的方法进行
脉冲计数方法是当装料车装满时 S2 断开后,开始定时放送脉冲;当 S2 闭合时停止发送脉冲
一个脉冲的宽度即为一辆汽车
用两个数码管计数,所计的数即为装车数
当 S2 接通时,红灯 L1 亮,绿灯 L2 灭,传送电动机M3 运行,传送电动机M2 延迟 M3 电动机2S 运行,送料电动机M1 延迟 M2 电动机2S 运行,料斗 K2 延迟M2 电动机2S 打开出料
当料满后(S2 断开后),料斗 K2 关闭,电动机M1 延时 2S 后关断,M2 在 M1 停后 2S 后停止,M3 在 M2 停止后 2S 后停止,L2 灯亮,L1 灯灭,此时汽车可以开走
1.3 自动送料装车系统的启停过程示意图 该图中从上到下是启动顺序,从下到上是停止顺序
1.4 控制要求 初始状态:红灯 L1 灭,绿灯 L2 亮,表示允许汽车开进装料,料斗 K2,电动机M1,M2,M3 皆为 OFF
当汽车到来时(S2 接通表示),L1 亮,L2 灭,M3 运行,电动机M2 在 M3 通 2S 后运行,M1 在 M2 通 2S 后运行,K2 在 M1 通 2S 后打开出料