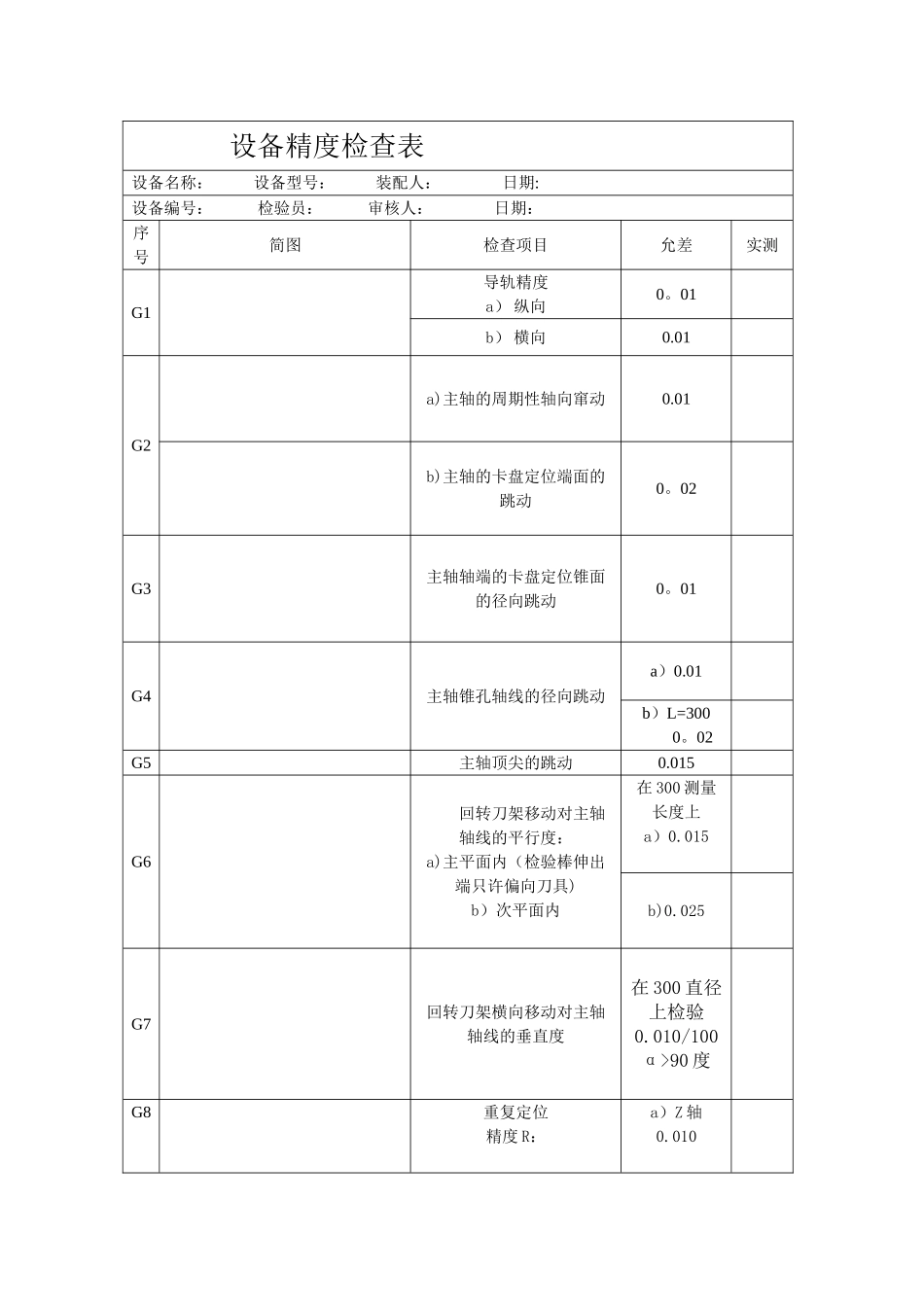
设备精度检查表 设备名称: 设备型号: 装配人: 日期: 设备编号: 检验员: 审核人: 日期: 序号简图检查项目允差实测G1导轨精度a) 纵向0
01b) 横向0
01G2a)主轴的周期性轴向窜动0
01b)主轴的卡盘定位端面的跳动0
02G3主轴轴端的卡盘定位锥面的径向跳动0
01G4主轴锥孔轴线的径向跳动a)0
01b)L=3000
02G5主轴顶尖的跳动0
015G6回转刀架移动对主轴轴线的平行度:a)主平面内(检验棒伸出端只许偏向刀具)b)次平面内在 300 测量长度上a)0
015b)0
025G7回转刀架横向移动对主轴轴线的垂直度在 300 直径上检验0
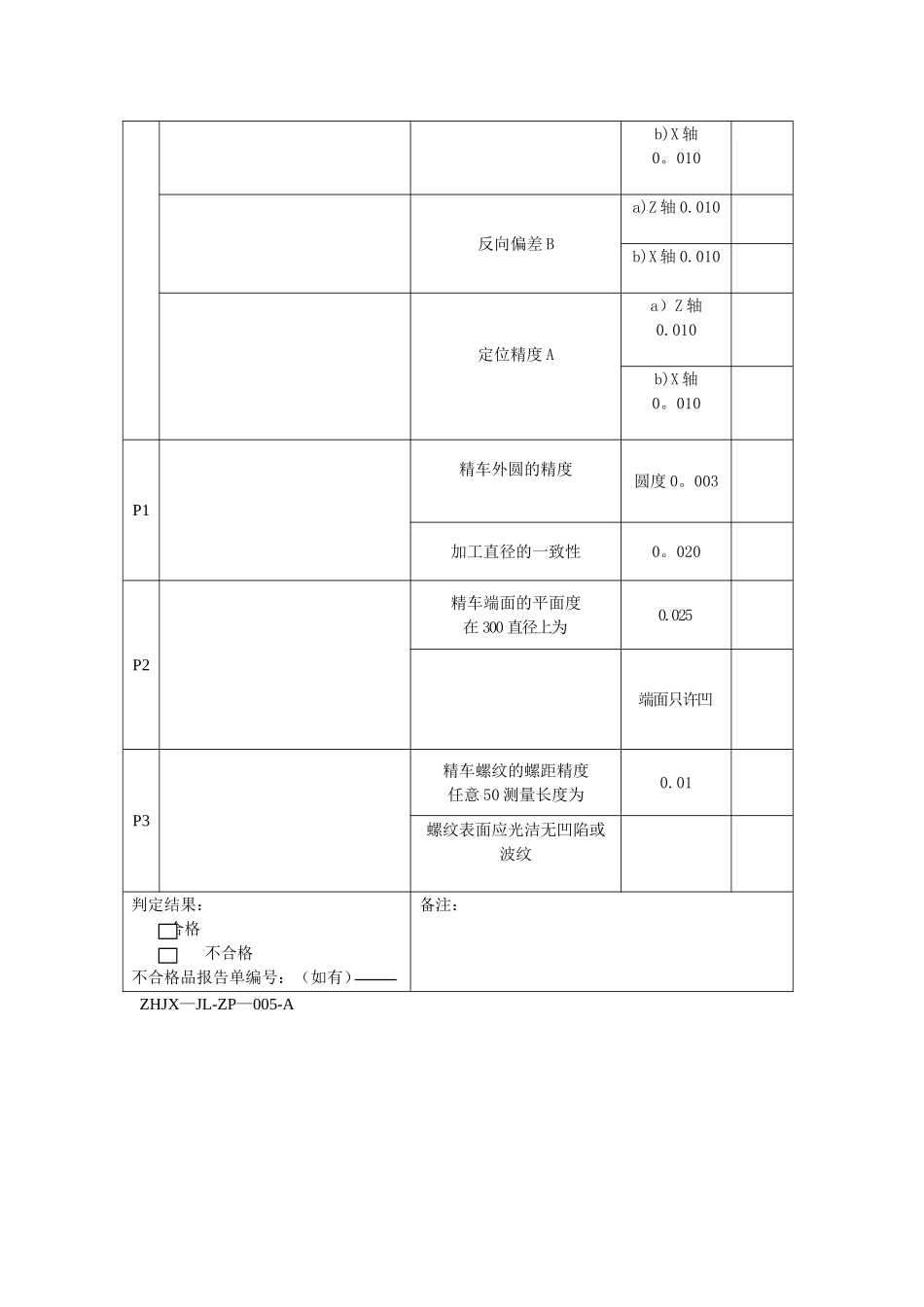
010/100α>90 度G8重复定位精度 R:a)Z 轴0
010b)X 轴0
010反向偏差 Ba)Z 轴 0
010b)X 轴 0
010定位精度 Aa)Z 轴0
010b)X 轴0
010P1精车外圆的精度圆度 0
003加工直径的一致性0
020P2精车端面的平面度在 300 直径上为0
025端面只许凹P3精车螺纹的螺距精度任意 50 测量长度为0
01螺纹表面应光洁无凹陷或波纹判定结果: 合格不合格不合格品报告单编号:(如有)备注:ZHJX—JL-ZP—005-A