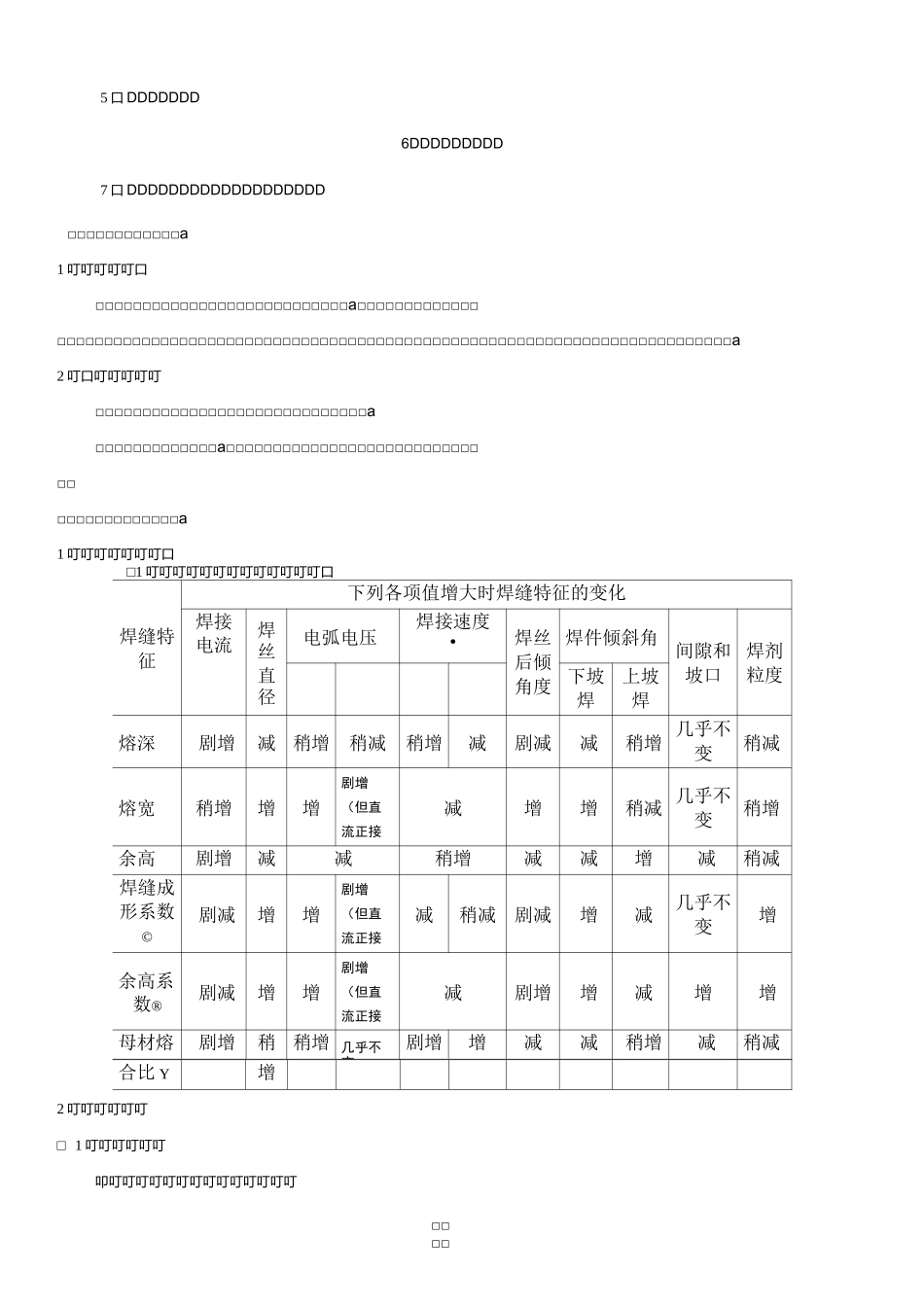
□□□□埋弧自动焊通用焊接DD10DDDDDDDDDDD2DDDDDDDDDDDDD3DDDDDD4D□□□□□□□□□□□□□□□□□5 口 DDDDDDD6DDDDDDDDD7 口 DDDDDDDDDDDDDDDDDDD□□□□□□□□□□□□a1 叮叮叮叮叮口□□□□□□□□□□□□□□□□□□□□□□□□□□□a□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□a2 叮口叮叮叮叮叮□□□□□□□□□□□□□□□□□□□□□□□□□□□□□a□□□□□□□□□□□□□a□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□□a1 叮叮叮叮叮叮叮口□1 叮叮叮叮叮叮叮叮叮叮叮叮叮口焊缝特征下列各项值增大时焊缝特征的变化焊接电流焊丝直径电弧电压焊接速度•焊丝后倾角度焊件倾斜角间隙和坡口焊剂粒度下坡焊上坡焊熔深剧增减稍增稍减稍增减剧减减稍增 几乎不变稍减熔宽稍增增增剧增(但直流正接时例减增增稍减 几乎不变稍增余高剧增减减稍增减减增减稍减焊缝成形系数©剧减增增剧增(但直流正接时例减稍减剧减增减几乎不变增余高系数®剧减增增剧增(但直流正接时例减剧增增减增增母材熔剧增稍稍增几乎不变剧增增减减稍增减稍减合比 Y增2 叮叮叮叮叮叮□ 1 叮叮叮叮叮叮叩叮叮叮叮叮叮叮叮叮叮叮叮叮叮□□□□2 叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮口3 叮叮叮叮叮叮叮叮叮叮口 Y□□X□□U□□□□□□4 叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮□□□□□□□□□□□□□□□□□□□□5 叮叮叮叮叮叮叮叮叮叮□ 2 叮叮叮叮叮叮1 叮叮叮叮叮口2 叮叮叮叮叮叮3 叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮叮4 叮叮叮叮叮叮叮叮叮口□□□□□□□1 叮叮叮叮口□□□□□□□□