0 目的:为保证机床效率,提高计划准时率,以及工时统一性
0 适用范围:机械车间所有的数控操作者、数控组长
0 制度细则:3
1 程序系数程序难度系数目的便于工段长开当班工时而设置,是本工段最低指标,工段长根据下列难度系数最低 目标为程序实际工时目标 85%
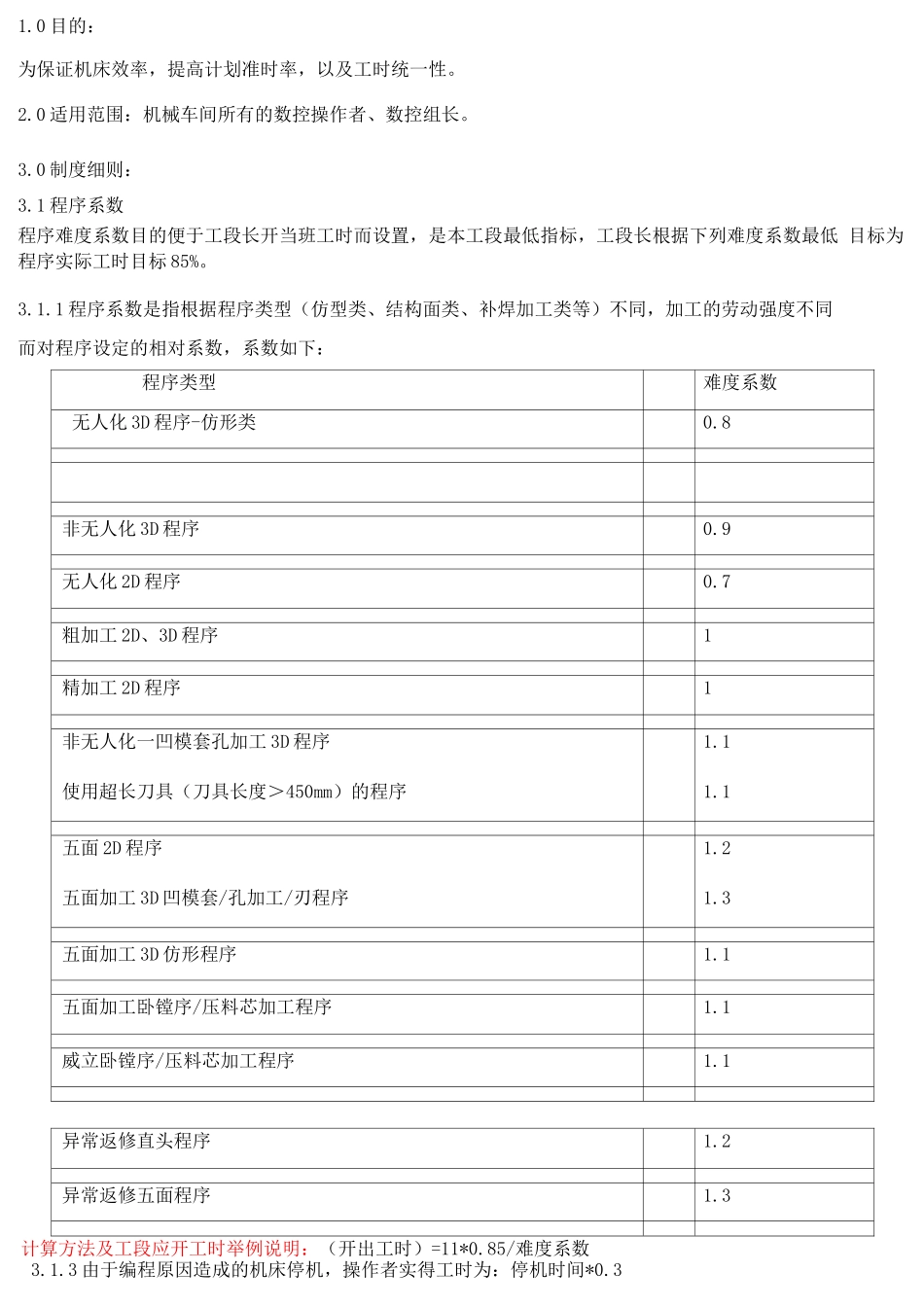
1 程序系数是指根据程序类型(仿型类、结构面类、补焊加工类等)不同,加工的劳动强度不同而对程序设定的相对系数,系数如下:程序类型难度系数无人化 3D 程序-仿形类0
8非无人化 3D 程序0
9无人化 2D 程序0
7粗加工 2D、3D 程序1精加工 2D 程序1非无人化一凹模套孔加工 3D 程序1
1使用超长刀具(刀具长度>450mm)的程序1
1五面 2D 程序1
2五面加工 3D 凹模套/孔加工/刃程序1
3五面加工 3D 仿形程序1
1五面加工卧镗序/压料芯加工程序1
1威立卧镗序/压料芯加工程序1
1异常返修直头程序1
2异常返修五面程序1
3计算方法及工段应开工时举例说明:(开出工时)=11*0
85/难度系数3
3 由于编程原因造成的机床停机,操作者实得工时为:停机时间*0
4 由于刀具配送不及时、刀具配送质量不合格造成的机床停机,操作者实得工时为:停机时间*0
5 由于操作者原因造成的无故停机,扣除操作者的工时:停机时间*0
6 数控操作者必须根据程序单顺序进行加工,不得跳序
7 由于设备故障造成停机,操作者需根据工段长调配产生工时,假如不干任何活则无工时
如操作者操作多台机床,所产生工时全部记为个人工时
高速机+2 台新五面固定 2 人操作三台机床,其中一台机床超过 8
5 小时部分则为两个人 平分工时
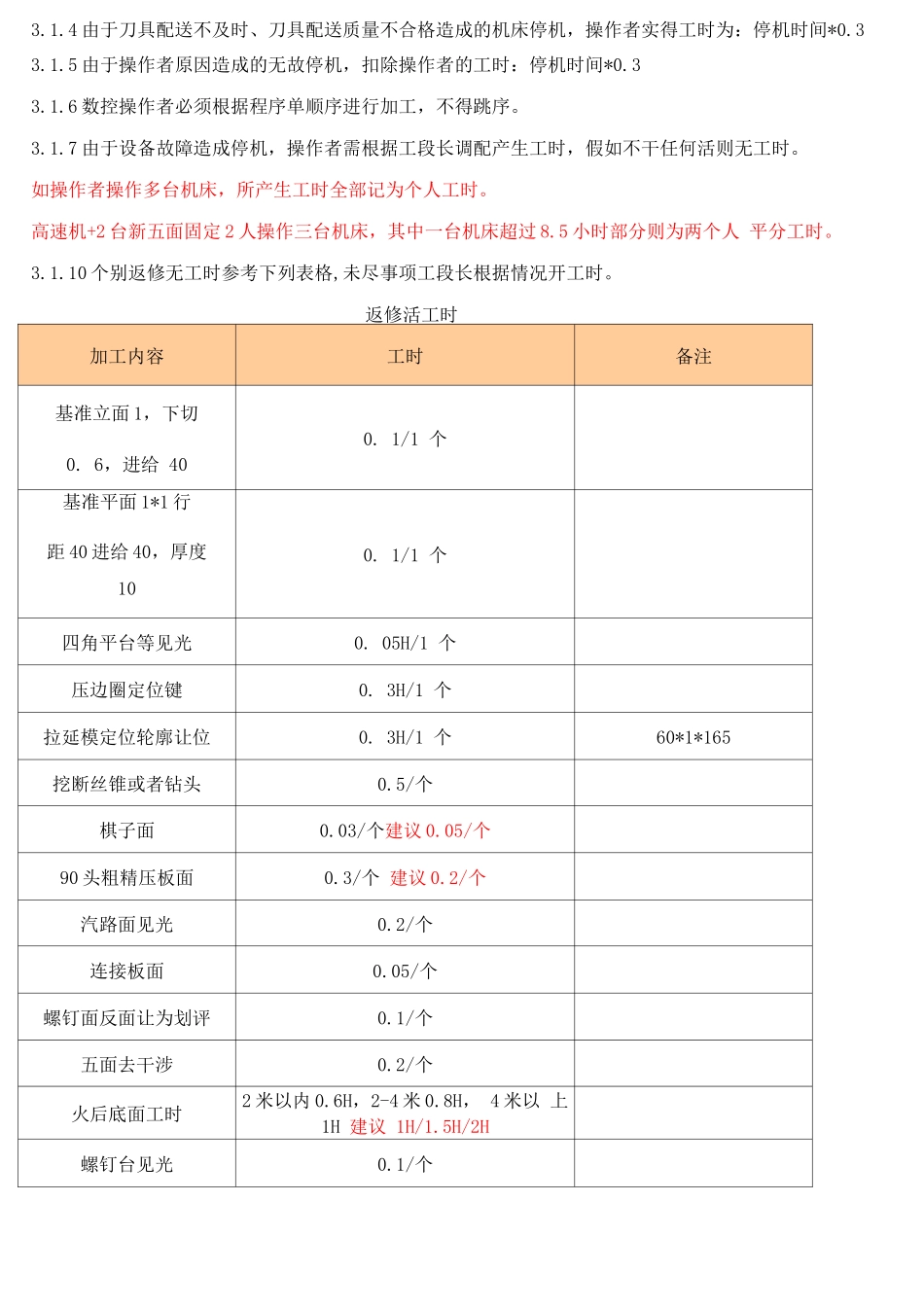
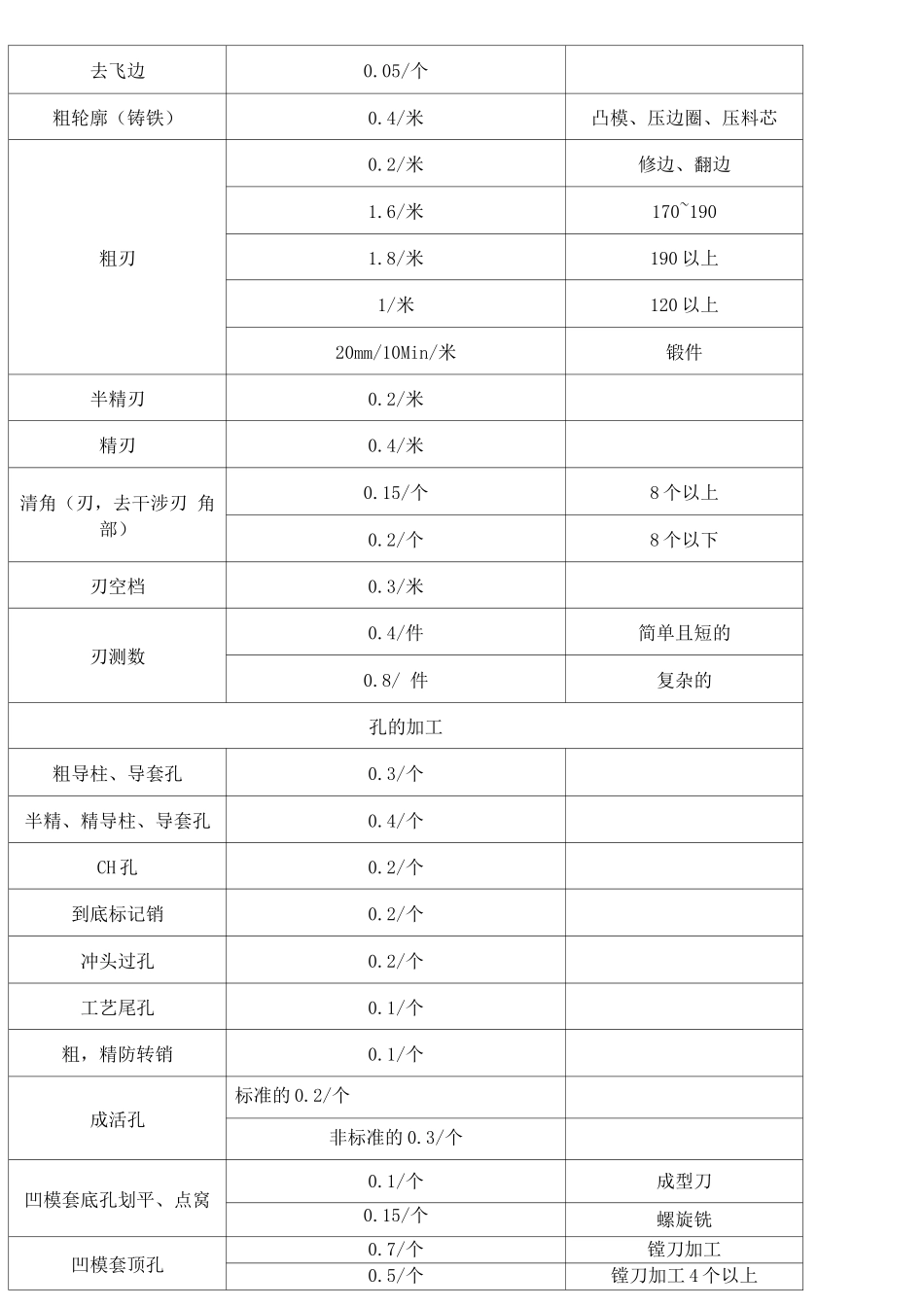
10 个别返修无工时参考下列表格,未尽事项工段长根据情况开工时
返修活工时加工内容工时备注基准立面 1,下切0
6,进给 400