发行版本:A修订状态:O锻造工艺法律规范(SUNT/JS-8 )批准:审核:编制:28 年 12 月 30 日发布 29 年 1 月 1 日实施盐城市圣泰阀门有限公司1 主题内容与适用范围本规程规定了煤炉加热、空(蒸)气锤锻造的操作程序及要点
本规程适用于公司外协锻造件煤炉加热、空(蒸)气锤上的锻造,锻造件
2 准备工作2
1 材料检查2
1 操作者必须根据锻造工艺卡上规定的材质和下料规格核对材质和规格,并核查实际下料毛坯尺寸,发生疑问时应将信息反馈到发料部门和技术部门
2 操作者必须目视检查原材料,不得有可能导致锻造宏观缺陷存在,有缺陷之原材料经打磨或切削加工等方法处理后,再经无损检验或目视检查,在不影响锻造质量的情况下方可加热锻造
2 设备及模具的检查2
1 生产前,应仔细检查设备及所有附件,一切正常方可投入生产
2 操作者应根据派工单和锻造工艺卡片领用,检查核对模具,并根据锻造工艺核查模具尺寸,不得有误
3 材料加热锻造加热设备为灶或炉和室式炉,燃料为煤,在加热过程中应特别注意尽量减少氧化,防止过热过烧
1 为了减少氧化皮,在加热过程可实行以下措施:a、在保证加热质量前提下,直径小于 2 的小规格低、中碳钢和低合金钢尽量采纳快速加热,缩短加热时间,尤其是金属在高温下的停留时间不宜过长,尽量用少装勤装的操作方法
b、在燃料完全燃烧的条件下,尽可能减少过剩空气量,以免炉内剩余氧气过多,并注意减少燃料中水分
c、炉堂应保持不大的正压力,防止冷空气吸入炉堂
d、工件加热到温后尽快出炉锻打
2 防止过热、过烧的措施:a、熔点较钢材低的铜屑等不能落入炉底,以防渗入金属内部,导致过烧
b、控制加热温度和时间,钢材温度不得高于材料所允许的始锻温度,假如锻压设备发生故障而长时间停锻时,必须降低炉温或实行其它措施
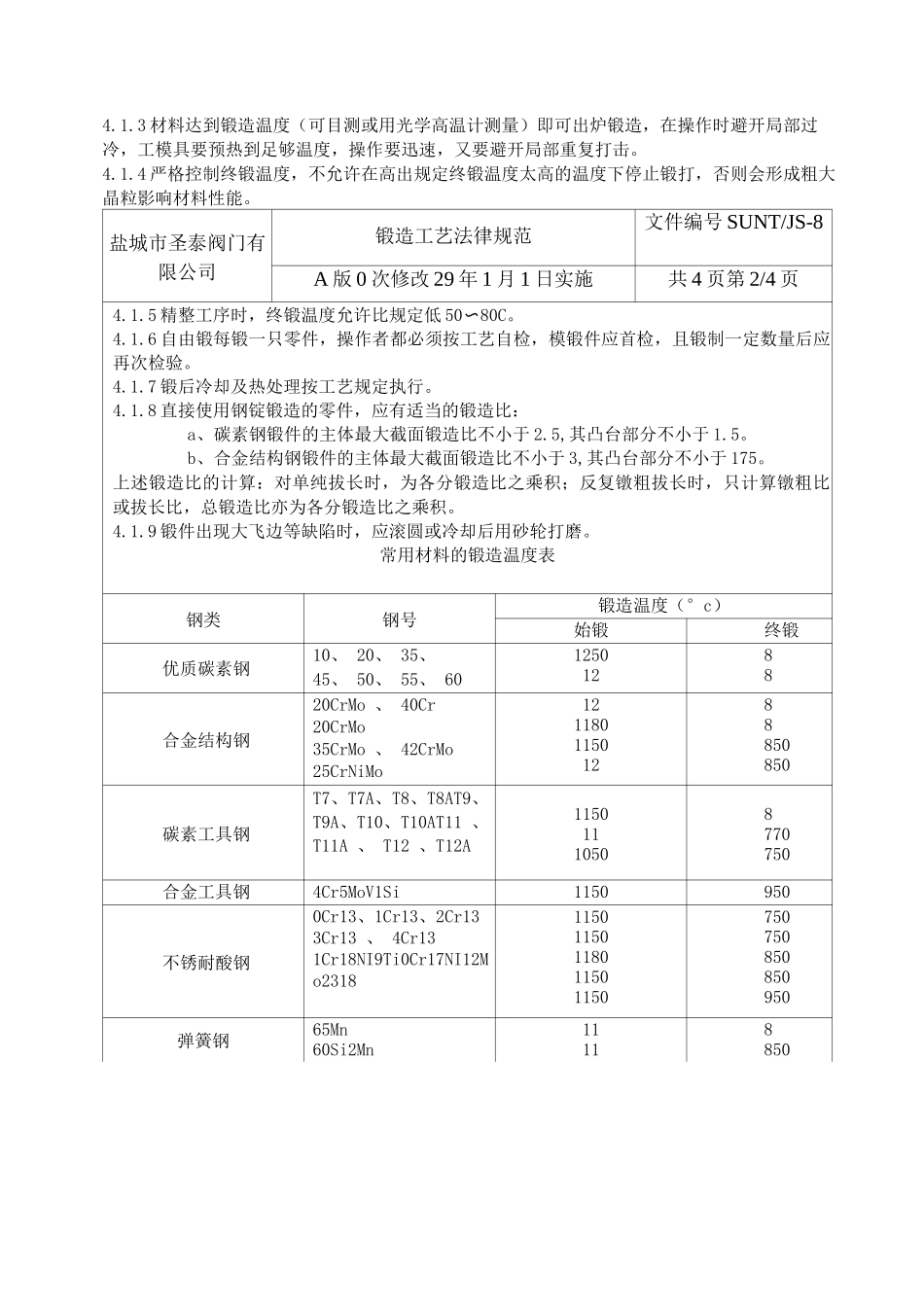
c、高、中合金钢和直径大于 2 的高碳