多个小偏心工件车削的高精度夹具及方法多个小偏心工件车削的高精度夹具及方法 摘要:车偏心工件的工装夹具和方法有多种,最常见的有:①用自定心卡盘加偏心垫块车削偏心工件,适用于加工精度较高偏心距尺寸公差较严格的工件,但使用起来步骤比较繁琐,每一步的使用要求比较严格,效率较低
②用两顶尖顶住相应的偏心中心孔车削偏心工件,它适用于偏心距较大的偏心轴类零件(偏心距应大于两相应带保护锥中心孔的孔径尺寸之和,这样才能使中心孔基准不受损伤,保证中心孔的精度)
③用专用工装夹具车削偏心工件,它适用于车削批量较大,偏心距的公差要求严格,偏心距大小不受限制,偏心数量不受约束,精度较高的偏心轴类工件
关键词:小偏心距 专用夹具 1、工件分析 在我们公司产品中,有如图 1 所示的偏心轴类零件,它是由成180°的两个偏心距大小不同的偏心轴段组成,两段偏心圆相对于基准轴段(以下简称基圆)的偏心距很小,且偏心距公差精度要求较高
我们在加工此类偏心轴零件时采纳两顶尖顶偏心套中心孔的专用夹具,但由于原始的夹具使用困难,且一次只能加工一种偏心,在加工完一种偏心距后要在平台上换上另一种偏心距的偏心套工装,就会造成使用过程的积累误差和人为因素误差的出现
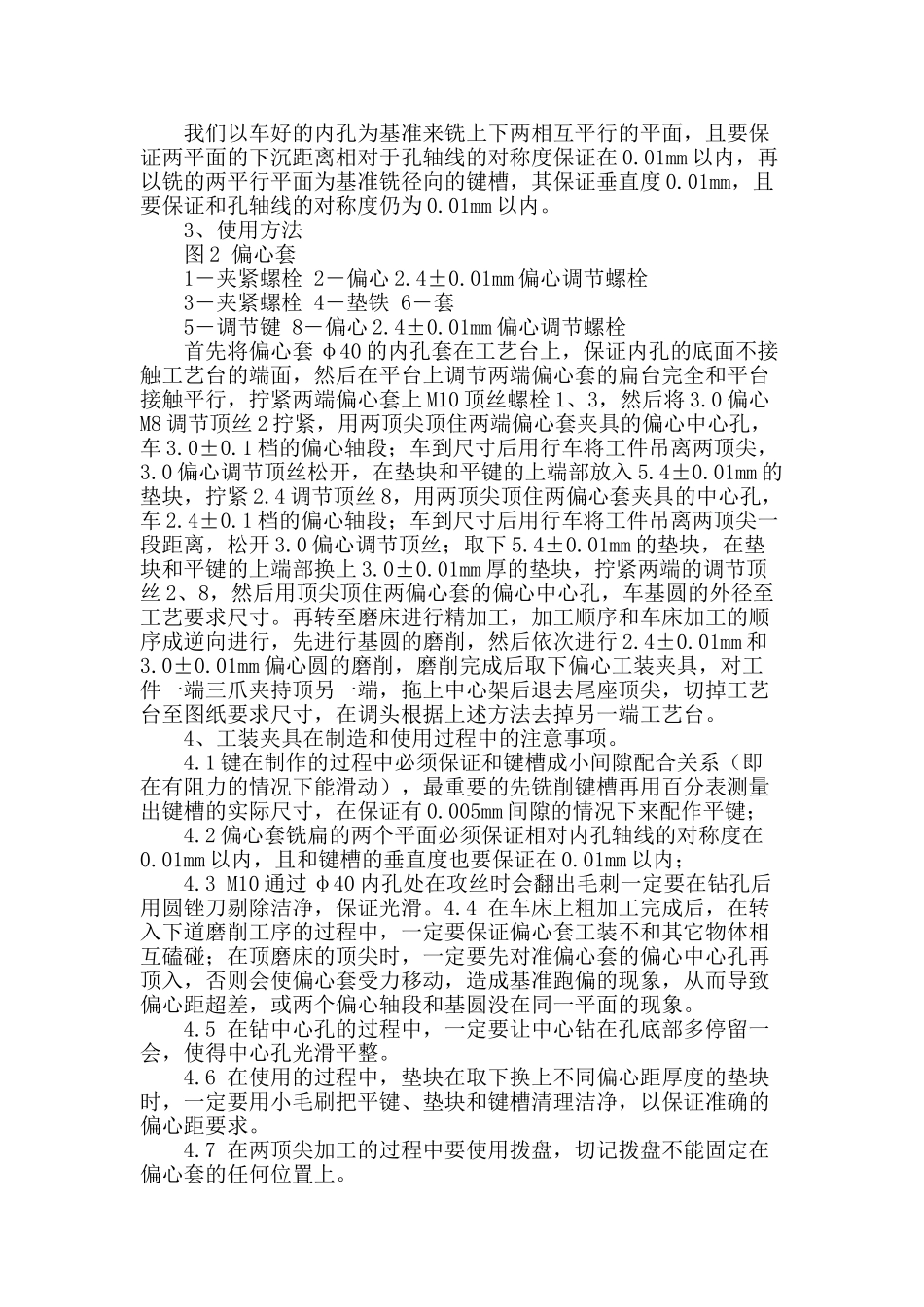
为了克服这些误差的出现,经过很多次的试验分析,最终对原有的工装进行了改进,设计了如图 2 所示的高精度、高效率车多个偏心的夹具
它的主要特点是:工件在一次装夹后能同时完成两个偏心圆和基圆的车削加工,保证了两个偏心圆轴线和基圆轴线在同一个平面的要求,消除了加工不同偏心距换偏心套的人为积累误差的出现
该夹具使用方便,定位精度高,很适合本公司双偏心轴的加工使用
图 1 双偏心轴 2、工装夹具的设计 此偏心夹具是在原有单偏心夹具的基础上设计改进而成的
使两个偏心夹具合二为一,用一种工装来实现不同偏心工件的加工,减小了误差的积累
如图 2 所示在原有的单偏心套背后铣开一 1