第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页关于焊接方法中无铅锡问题与对策随着产品小型化,高密度实装基板、微细间距部品、多层基板开发的急速发展,伴随着锡丝的无铅化、锡焊接自身就变得更困难了,因此必须重新研究焊接方法
在SMT、再流焊的附加焊接工程及局部焊接的领域,微细化程度高且多种多样的手工焊与机器人的无铅锡焊接技术的确立也成了当务之急
1研究目的关于无铅锡焊接,我们想就焊接机器人与手工焊的锡焊接方法中面临的问题、具体分析其原因、从对现场有帮助务实的观点出发介绍无铅锡焊接的对策:①锡丝飞溅对策;②漏焊、短接等的对策;③烙铁头氧化及助焊剂碳化的防止;④烙铁头寿命的延长;⑤对产品的热影响
实验中使用的共晶锡丝为UXE-21《Sn60-Pb40》、无铅锡丝为UXE-51《Sn-Ag3-Cu0.5》
2研究内容2.1焊接温度的上升与锡球、助焊剂的飞溅往高温的烙铁头上供给含助焊剂的锡丝(以后简称:锡丝),则锡丝中的助焊剂会因受热膨胀而破裂
这造成锡丝飞溅的原因之一
众所周知,跟以前的共晶锡丝相比,无铅锡丝的溶点高
然而,锡丝中所含有的助焊剂会因为温度的升高而导致其活性降低的问题尚未受到重视
可以认为如果按无铅锡丝的溶点来提高烙铁头温度,助焊剂的活性反而会降低而失去作业性
(注:开发用于焊接机器人的含助焊剂的锡丝即使在高温下也不会失去活性力,比用于手工焊的锡丝在一定程度更具有耐热性
)通常,烙铁头温度多被设定在320~340℃上下,比锡丝的溶点高150℃左右
此时,锡丝的温度若与室温一致视为25℃,那么两者的温度差则为第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页300℃以上
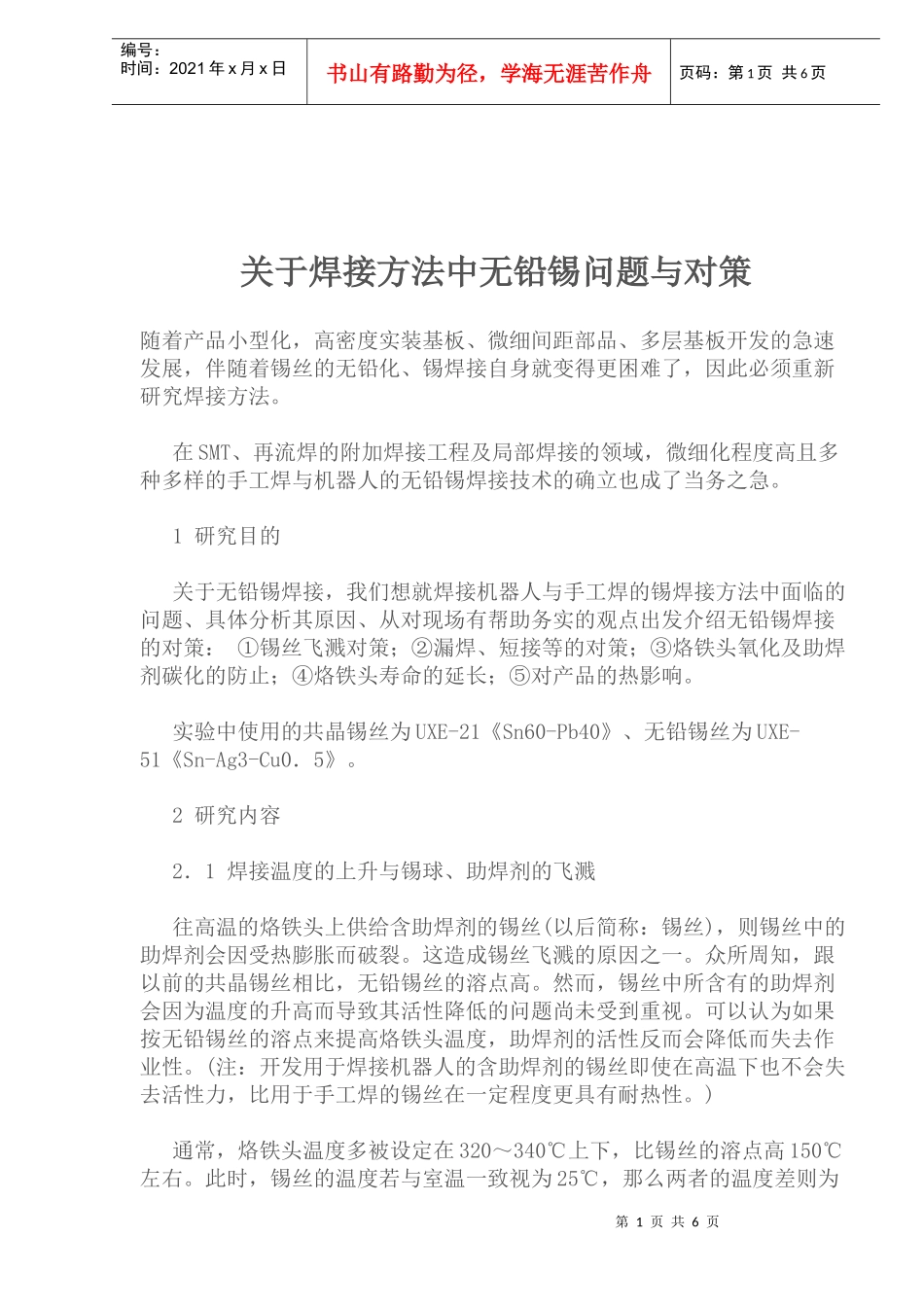
如果烙铁头温度设定为400℃,温度差就变得更大,对锡丝的热冲击也就更大
我们做了以下实验,把烙铁头温度分别设定