Xx大学题目名称数控技术实训专业班级2014级机械设计制造及其自动化学生姓名学号指导教师数控技术实训任务书14机制本专业第三组学生姓名:专业班级:14机制本指导教师:一、实训课题:数控技术实训二、实训工作日:自2017年12月11日至2017年12月24日三、实训进行地点:CAD/CAMJD205/206、金工实习工厂仿真及上机床实训实验时间安排由指导教师通知
四、实训任务要求:为了使同学们具备编制数控机床加工工艺规程的能力;具备选择工艺参数、编制数控机床加工程序的能力;具备操纵、调试数控机床的能力;实训要求如下:1
必须独立完成实训,先进行程序编制工作,然后在数控仿真计算机实验室上机模拟每位学生所编程序必须在微机上调试通过,然后进行加工实践;2
实训完成后每人上交一份总结报告
必须包含1)计算机绘制图纸,根据零件图样要求、毛坯情况,确定工艺方案及加工路线(附:数控加工工序卡和数控加工走刀路线图),计算走刀轨迹的基点坐标值(附:轨迹基点的坐标计算值列表)(2)选择刀具,计算确定切削用量(附:数控加工刀具卡)3)确定工件坐标系、对刀点和换刀点(4)编制数控加工程序单(6)附打印的模拟结果(7)实训心得等内容;3
每组数控车床、数控铣床各一题,设计任务技术图纸如A、B;4
实训的时间为2周,同学们要抓紧时间,做到秩序井然、按时完成任务;5
凡不符合上述要求的必须重做
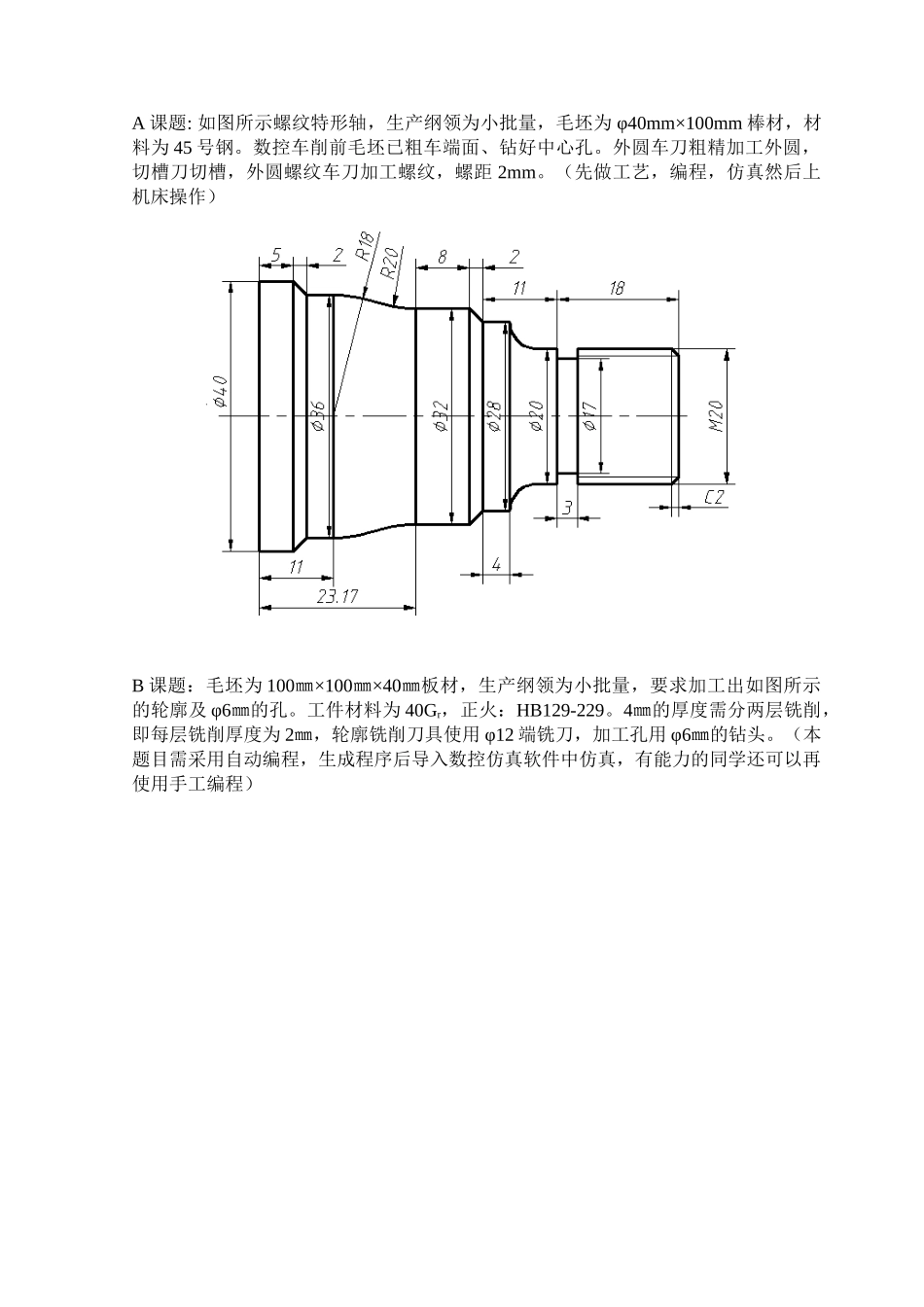
五、课程设计题图:A课题:如图所示螺纹特形轴,生产纲领为小批量,毛坯为φ40mm×100mm棒材,材料为45号钢
数控车削前毛坯已粗车端面、钻好中心孔
外圆车刀粗精加工外圆,切槽刀切槽,外圆螺纹车刀加工螺纹,螺距2mm
(先做工艺,编程,仿真然后上机床操作)B课题:毛坯为100㎜×100㎜×40㎜板材,生产纲领为小批量,要求加工出如图所示的轮廓及φ6㎜的孔
工件材料为40Gr,正火:HB129-229
4㎜的厚度需