剥料板加工工艺1、目的:规范剥料板的标准加工工艺,提高加工速度,提升产品质量
2、适用范围:适用加工部剥料板的加工
3、定义:无4、模胚剥料板:4
1工艺路线:铣床→钻床→线割→CNC;4
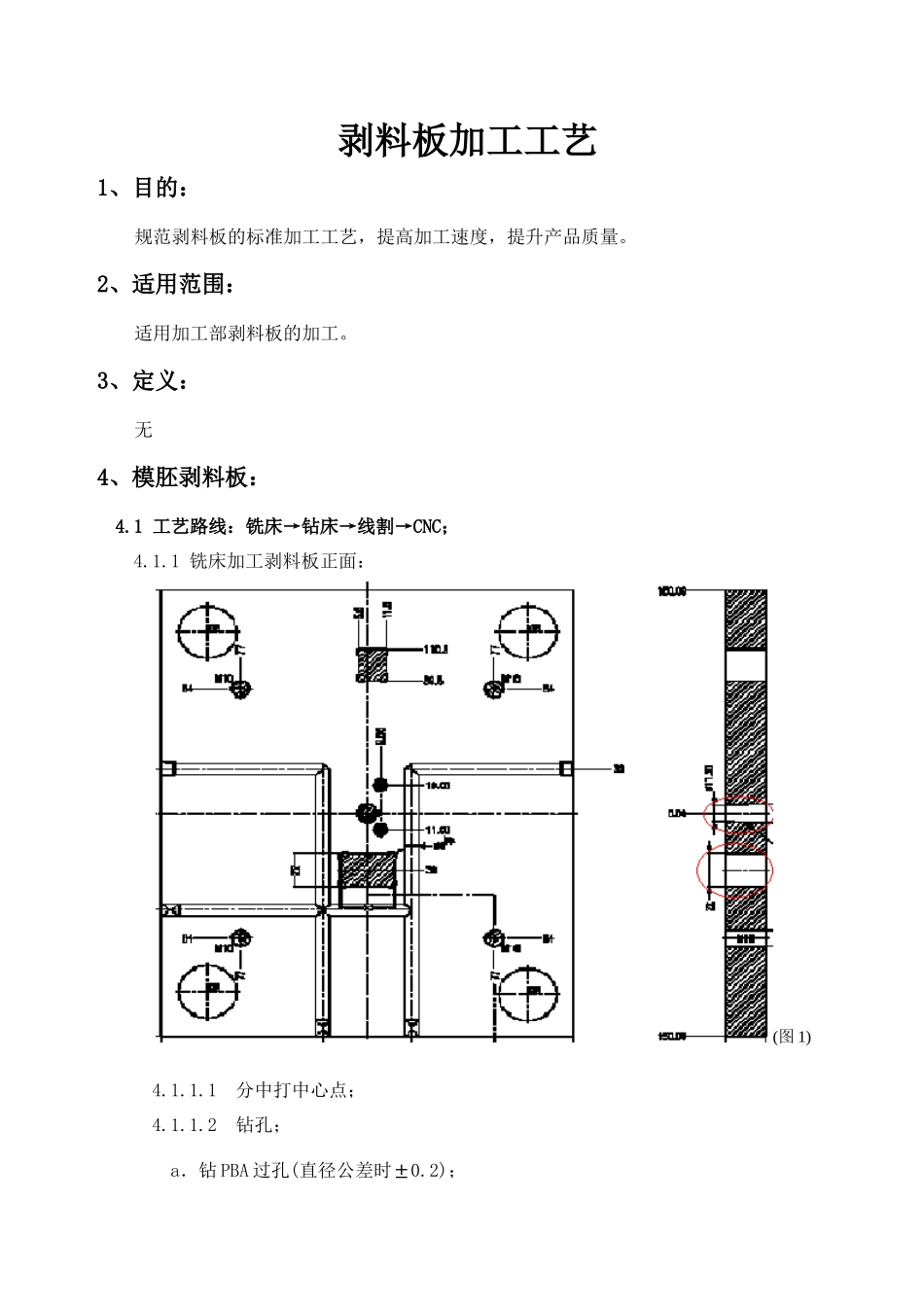
1铣床加工剥料板正面:(图1)4
1分中打中心点;4
2钻孔;a.钻PBA过孔(直径公差时±0
2);b.水口针孔(直径公差时-0至+0
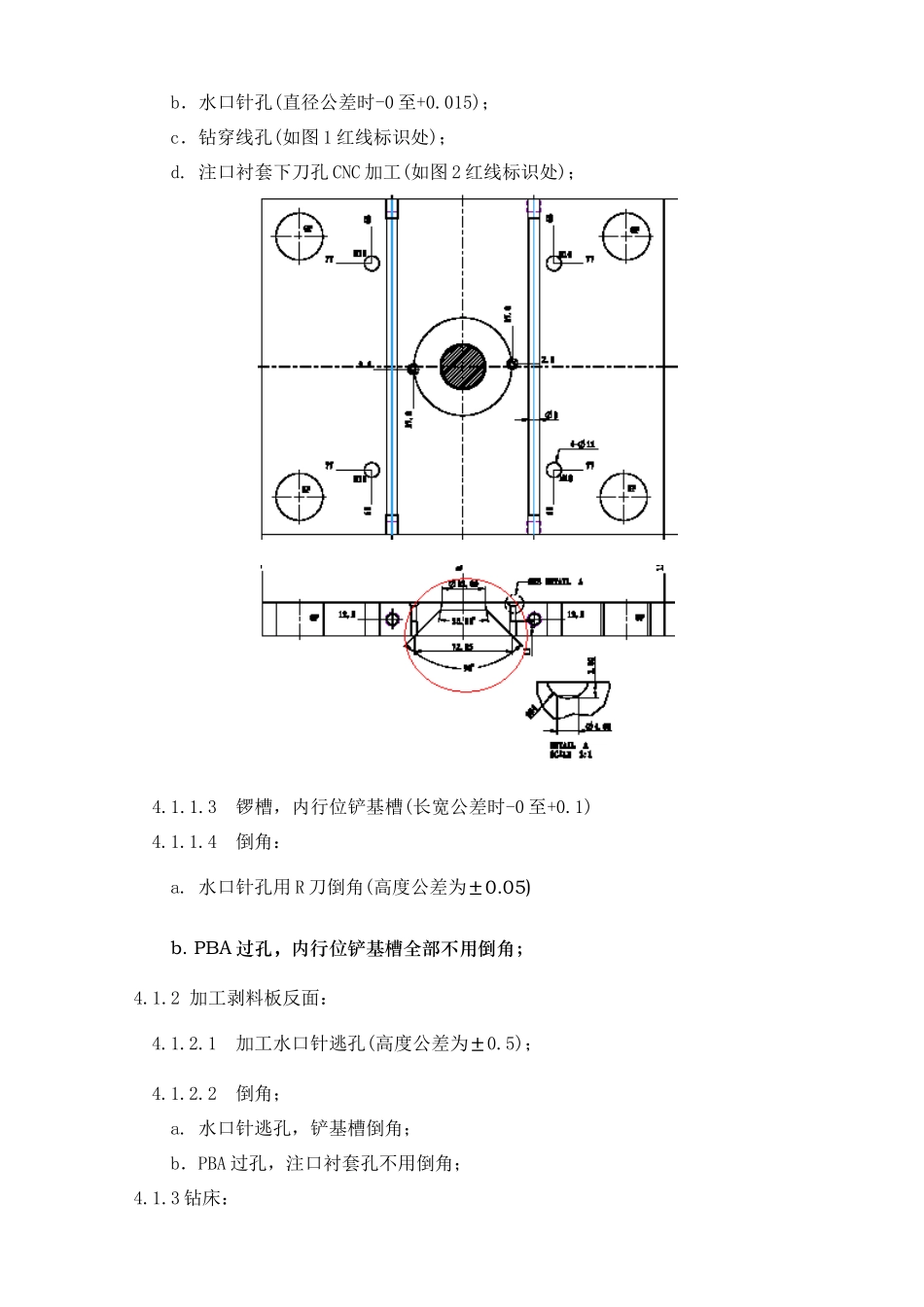
015);c.钻穿线孔(如图1红线标识处);d
注口衬套下刀孔CNC加工(如图2红线标识处);4
3锣槽,内行位铲基槽(长宽公差时-0至+0
水口针孔用R刀倒角(高度公差为±0
PBA过孔,内行位铲基槽全部不用倒角;4
2加工剥料板反面:4
1加工水口针逃孔(高度公差为±0
水口针逃孔,铲基槽倒角;b.PBA过孔,注口衬套孔不用倒角;4
1画线,用中钻定位;4
2先用不长于100mm的钻咀;4
3再用加长钻咀接通(注意常排屑通孔时易断钻咀)4
4线割加工剥料板;4
2割孔(如图1A孔)4
5CNC锣注口衬套孔,如图2A处;5、相关文件:5
1标准图纸;6、相关表格:6
1«零件加工控制表»;6
2«零件\铜公交接表»