BS-T44/Q-20X2250开卷校平剪切码垛生产线技术方案(一)湖北三环锻压设备有限公司华力分公司2009年11月6日一
1、机组用途及总体简述本机组用于热轧钢板的开卷校平剪切码垛之用
一方面用于钢板的连续校平,另一方面利用横剪将钢板剪成规定长度和宽度的钢板,并垛成板垛
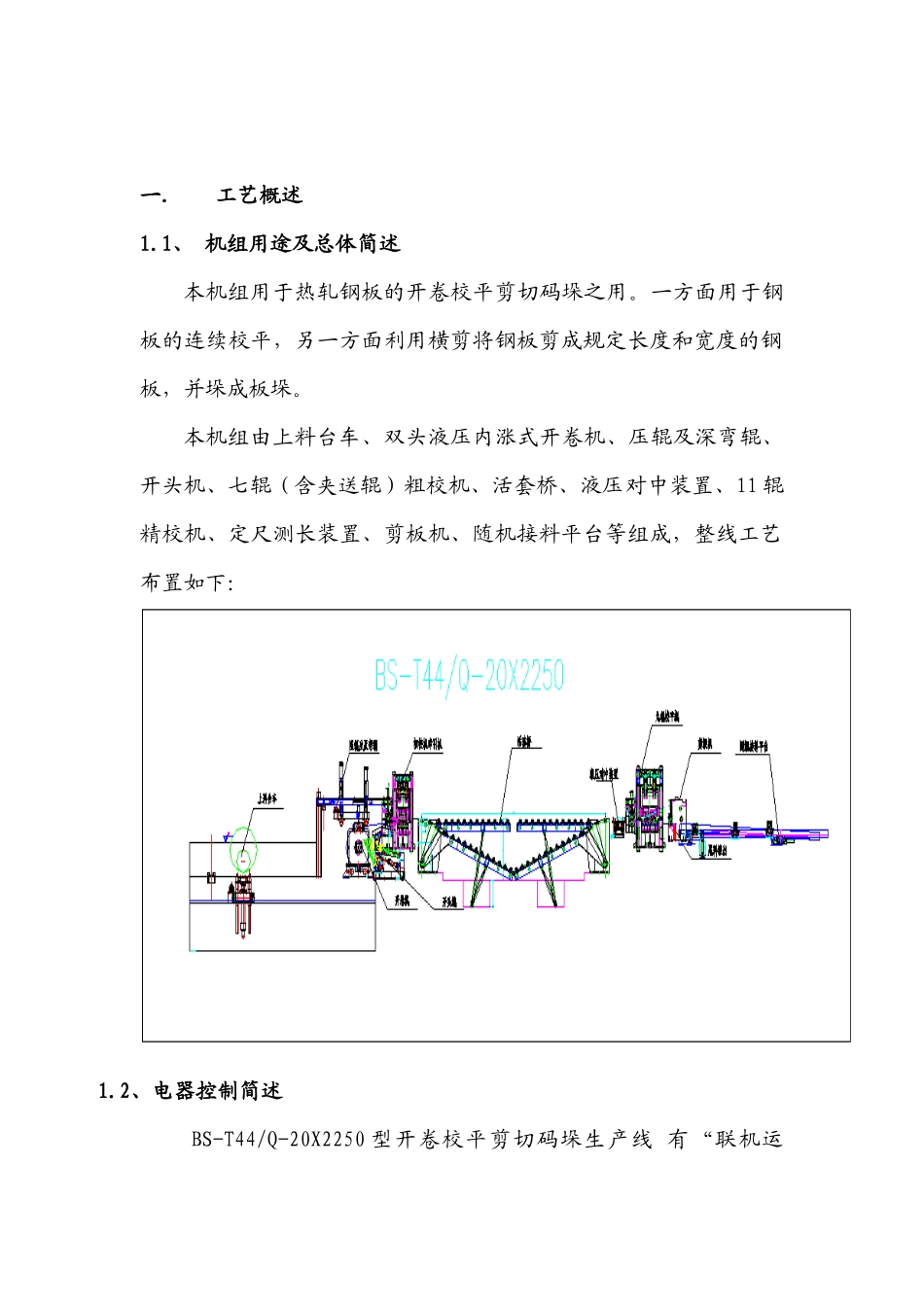
本机组由上料台车、双头液压内涨式开卷机、压辊及深弯辊、开头机、七辊(含夹送辊)粗校机、活套桥、液压对中装置、11辊精校机、定尺测长装置、剪板机、随机接料平台等组成,整线工艺布置如下:1
2、电器控制简述BS-T44/Q-20X2250型开卷校平剪切码垛生产线有“联机运行”和“手动运行”模式,电器控制及操作简述如下:在手动运行模式下:设备的每一个动作均由操作台面板上的按钮及旋钮控制
在手动模式下,设备可以完成上料、下料等需要人工参与的工作
由于在手动运行模式下,设备的每个动作都可以由人工单独控制,从而也方便了设备的日常维护及故障判断
在自动运行模式下:设备的大多数动作都由德国西门子公司产PLC根据预先设计好的程序自动进行控制,不需要人工参与,简化了对设备操作人员的要求,并减少了人员配备及工人的劳动强度
钢板长度测量:使用2500线高精度旋转编码器检测钢板的位移(脉冲数),并通过FM350-2高速计数模块把脉冲数输入PLC,PLC则依据旋转编码器的脉冲计数计算出钢板位移的长度,当这种位移量逼近设定值时,PLC就控制校平机减速,并不断修正长度误差,直至校平机停止,剪板机才开始剪切
校平速度同步:它是由两台校平电机的旋转编码器进行反馈,加上英国欧陆直流调速器对速度控制的PID调节回路的自动调节,速度控制的精度可达0
1%,同时,由PLC不断监视两台校平电机的输出力矩,对因速度误差引起的输出力矩变化进行计算,再跟据计算结果对校平的的速度予以修正,构成一个闭环控制回路,进一步减小由于负载变化和电机特性所