内容摘要:本文主要介绍分条机的用途、工艺要求、控制方式、控制难点以及实现的方法、调试过程,重点介绍了如何用台达V系列的变频器实现张力控制,以及转矩控制时应该注意的调试步骤、过程及参数的设定
关键字:台达机电分条机张力控制V系列变频器一.前言胶带、保护膜生产设备主要包括各种胶粘制品及无胶纸类、布类、皮革类、多种塑料制品类物料的上胶、多层贴合、分条、复卷、分切、冲型机械等
分条机主要将宽幅整卷材料切成短幅材料,包括放卷和收卷两个过程,张力控制是难点
中达为客户提供的方案在原有控制的基础上不增加任何其它费用,选用两台V系列的变频器作为收放卷,运用转矩控制方式达到了非常好的效果
二.系统构成1.硬件组成2.系统框图(1)
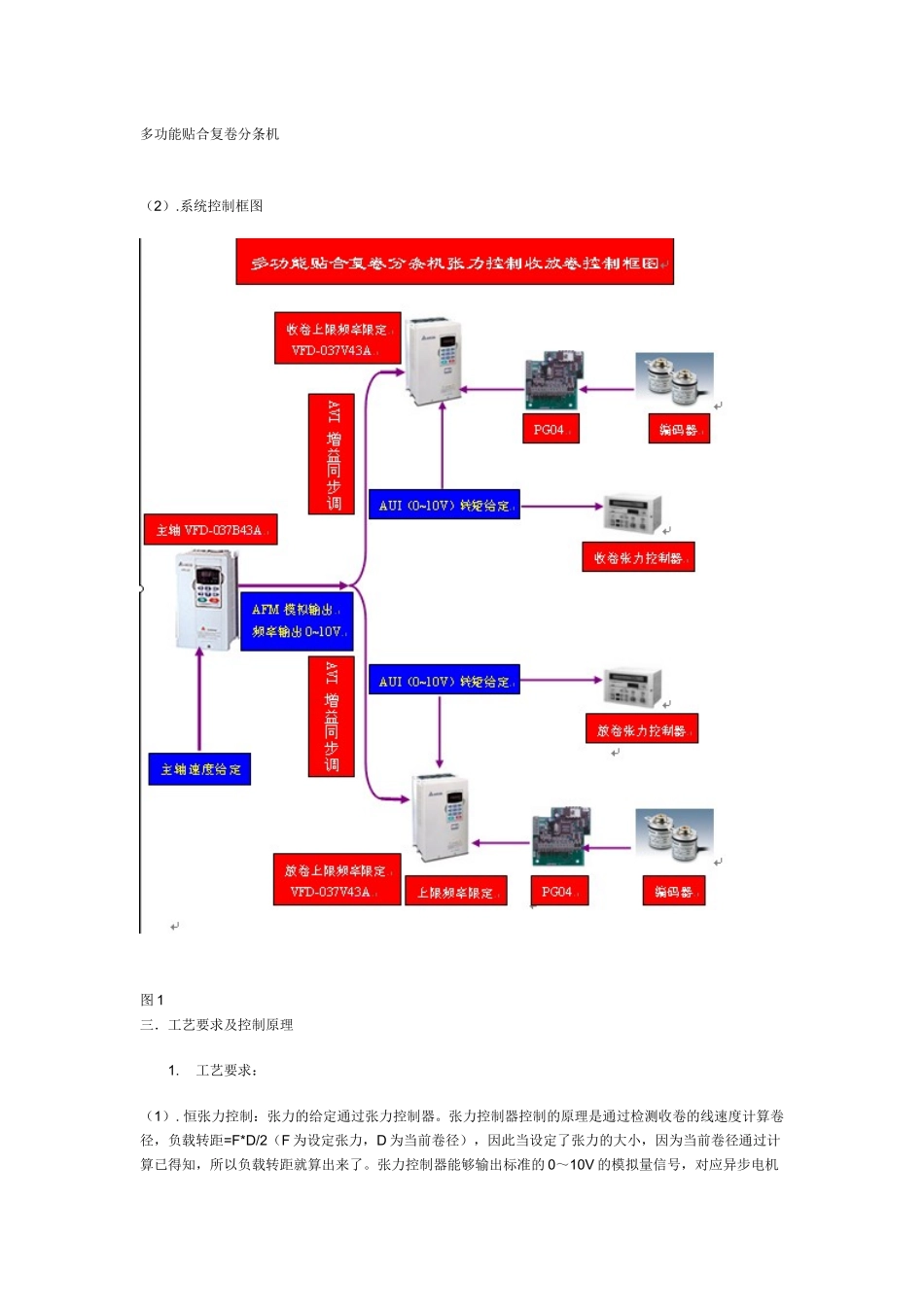
设备图片多功能贴合复卷分条机(2)
系统控制框图图1三.工艺要求及控制原理1
工艺要求:(1)
恒张力控制:张力的给定通过张力控制器
张力控制器控制的原理是通过检测收卷的线速度计算卷径,负载转距=F*D/2(F为设定张力,D为当前卷径),因此当设定了张力的大小,因为当前卷径通过计算已得知,所以负载转距就算出来了
张力控制器能够输出标准的0~10V的模拟量信号,对应异步电机的额定转距
所以我们用该模拟量信号接入变频器,选择转距给定
这样在整个收卷的动态过程中,能够保证张力的恒定
转距模式下,对速度进行限制
在张力控制模式下,不论直流电机、交流电机还是伺服电机都要进行速度限制,否则当电机产生的转距能够克服负载转距而运行时,会产生转动加速度,而使转速不断增加,最终升速到最高速,就是所谓的飞车
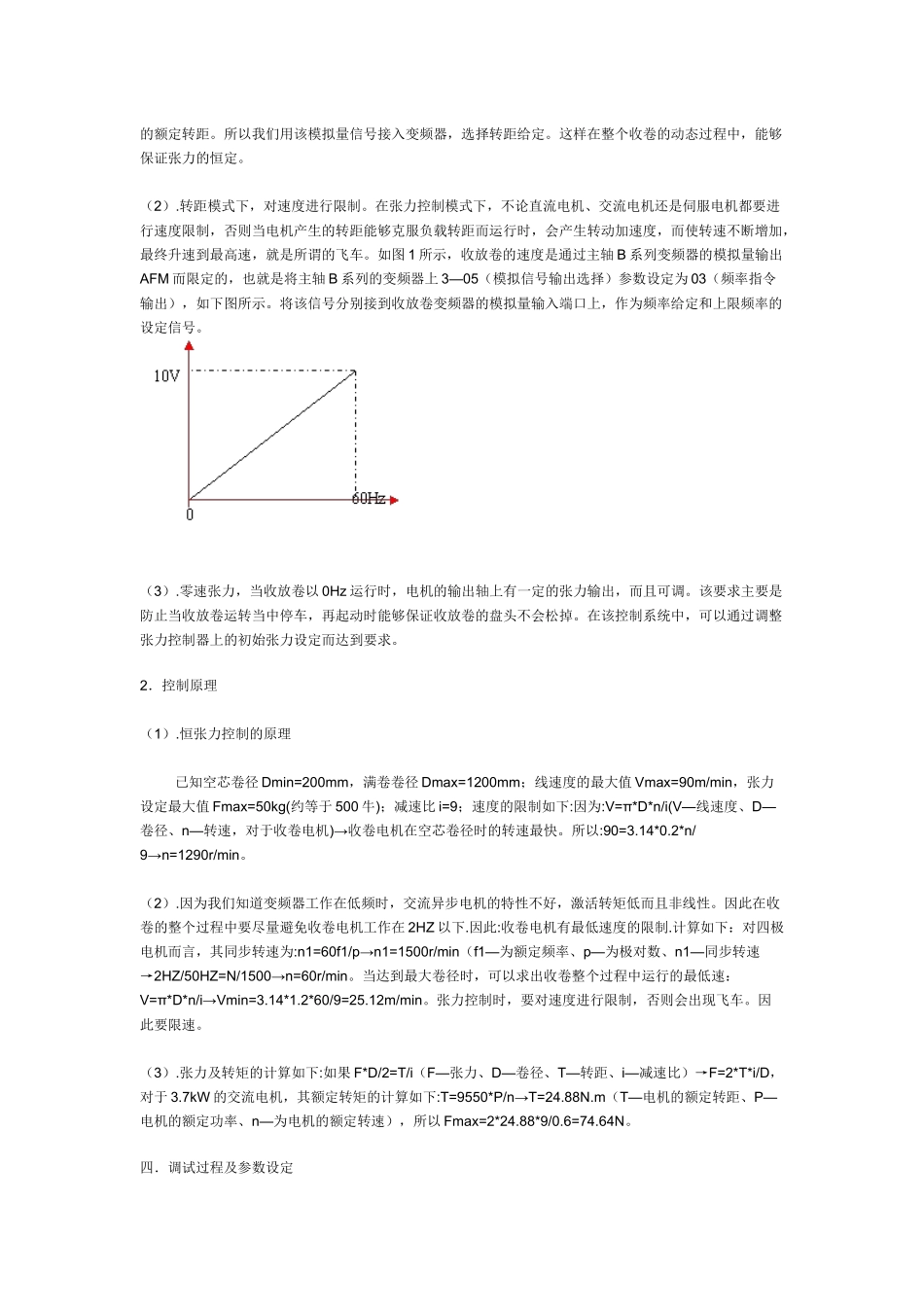
如图1所示,收放卷的速度是通过主轴B系列变频器的模拟量输出AFM而限定的,也就是将主轴B系列的变频器上3—05(模拟信号输出选择)参数设定为03(频率指令输出),如下图所示
将该信号分别接到收放卷变频器的模拟量输入端口上,作为频率给定和上限频率的设定信号