自动酸洗生产线设计方案一.技术要素1
酸洗区域规划:长X宽=36X11米2
酸洗酸液:氢氟酸+硝酸3
酸洗工艺:酸洗→电解式清洗→冲洗→钝化→冲洗(整个过程由自动天车控制实现自动化
年酸洗量:15万吨5
年额定工作时间:7000小时6
盘卷展单卷展开尺寸:Φ1300X1900mm7
单卷质量:1T8
酸洗要求:单槽2卷9
单卷酸洗时间:15min10
设备环保和安全要求:(1)酸洗线产生酸雾需通过酸雾吸抽装置吸收处理;(酸雾吸收塔采用现有装置)(2)酸洗槽配备溢流道,严格控制槽内液面高度,防止液体溢出;11
废酸液及含酸废水处理要求:(3)废酸:实现在线过滤回收,设计量为2T/H(4)酸洗废水:设计量200m3∕D,含酸废水需经中和沉淀过滤处理后循环利用
酸洗地面防腐处理要求:(5)酸洗设备区域,新酸区域,废水水池及相关地面需做四布五油环氧防腐处理,以达到有效的防酸防渗效果
二.酸洗线设计规划1
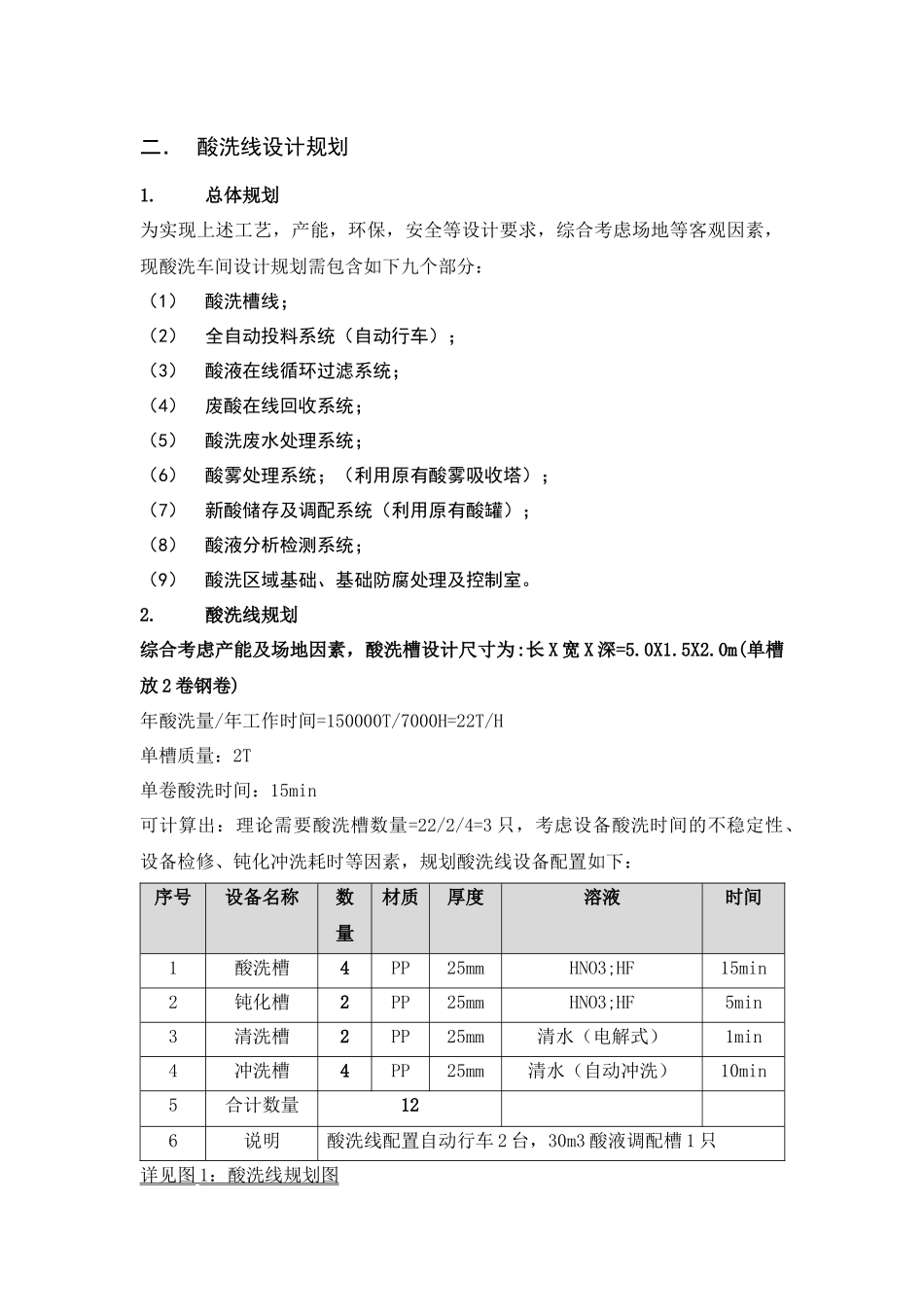
总体规划为实现上述工艺,产能,环保,安全等设计要求,综合考虑场地等客观因素,现酸洗车间设计规划需包含如下九个部分:(1)酸洗槽线;(2)全自动投料系统(自动行车);(3)酸液在线循环过滤系统;(4)废酸在线回收系统;(5)酸洗废水处理系统;(6)酸雾处理系统;(利用原有酸雾吸收塔);(7)新酸储存及调配系统(利用原有酸罐);(8)酸液分析检测系统;(9)酸洗区域基础、基础防腐处理及控制室
酸洗线规划综合考虑产能及场地因素,酸洗槽设计尺寸为:长X宽X深=5
0m(单槽放2卷钢卷)年酸洗量/年工作时间=150000T/7000H=22T/H单槽质量:2T单卷酸洗时间:15min可计算出:理论需要酸洗槽数量=22/2/4=3只,考虑设备酸洗时间的不稳定性、设备检修、钝化冲洗耗时等因素,规划酸洗线设备配置如下:序号设备名称数量材质厚度溶液时间1酸洗槽4PP2