船舶轴系镗孔工艺本规范以CSQS中国造船质量标准(1998)为依据,通过参考兄弟船厂相关资料及工艺文件汇编而成
1范围本规范规定了船舶轴系镗孔工艺的工艺准备、人员、工艺要求、工艺过程及检验
本规范适用于万吨级以上钢质船舶的轴系镗孔
其他钢质船舶亦可参照使用
2规范性引用文件CSQS中国造船质量标准(1998)3工艺准备3
1施工图样及相关工艺技术文件
2镗孔工具a)a)镗孔专用设备;b)b)校中用划针盘及弹性接头;c)c)月牙扳手;d)d)长接杆;e)e)V型水平标尺;f)f)准直仪;g)g)刀具
3检查镗孔工装设备完好性
4依照艉柱线型,制作镗孔架
5确认艉管前后端面镗孔所需的校圆线、镗削圆线及提高校中精度的工艺基准螺丝钉
1操作人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核取得合格证书,方可上岗操作
2操作人员和检验人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程
5工艺要求5
1镗孔的圆度、圆柱度公差符合CSQS中国造船质量标准(1998),见表1
表1镗孔圆度、圆柱度公差值单位为毫米孔径D公差标准范围≤120≤0
015>120~180≤0
020>180~260≤0
025>260~360≤0
030>360~500≤0
035>500~700≤0
040>700~900≤0
050>900~1100≤0
060>1100~1300≤0
070>1300~1500≤0
2孔圆柱度公差值方向应与衬套压入方向保持一致,不允许反方向
3轴管前、后孔的同轴度误差不大于0
4镗孔的表面粗糙度不小于,各端面粗糙度不于小
5镗削后端面与轴中心线的垂直度误差不大于0
10mm/m
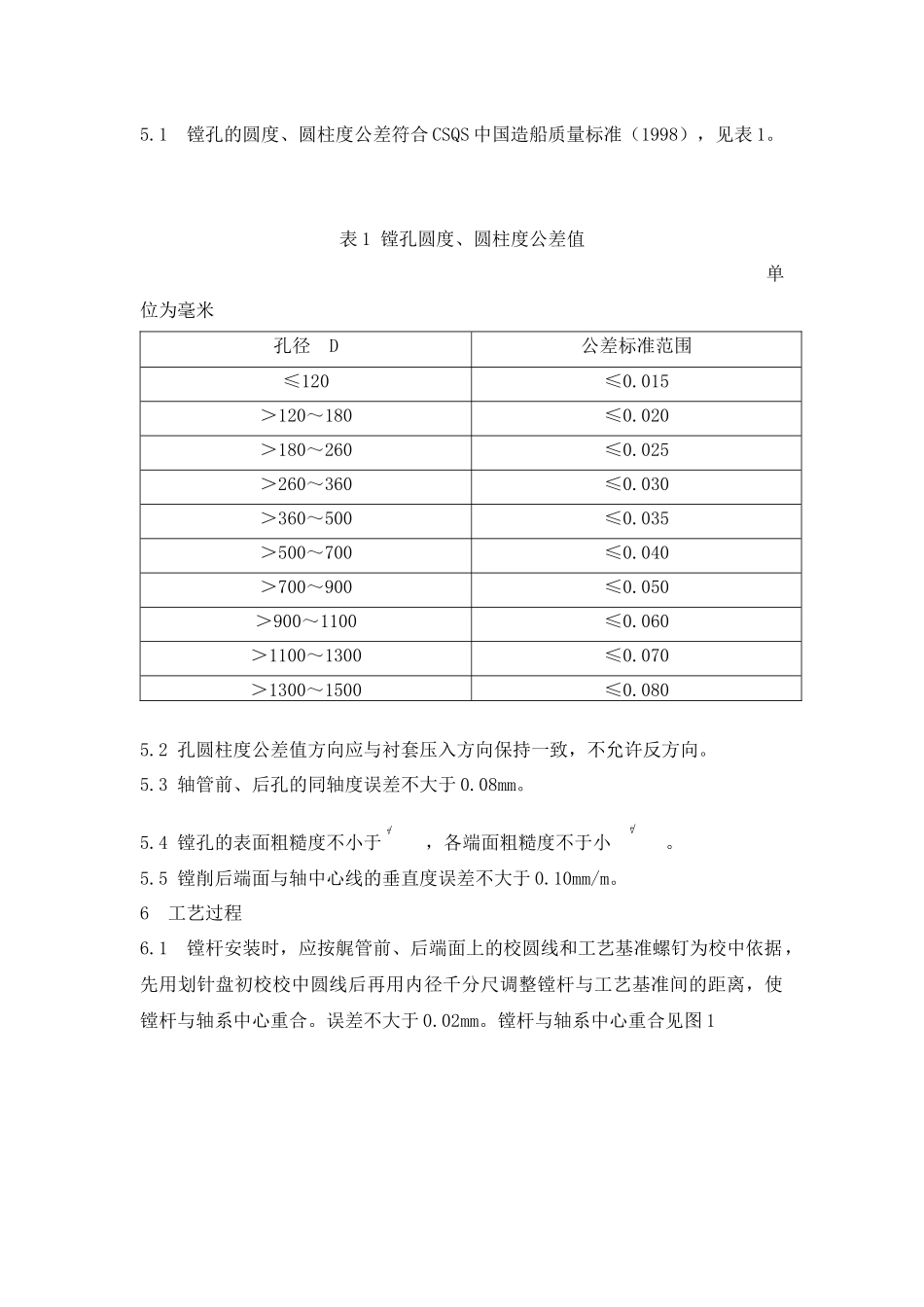
6工艺过程6
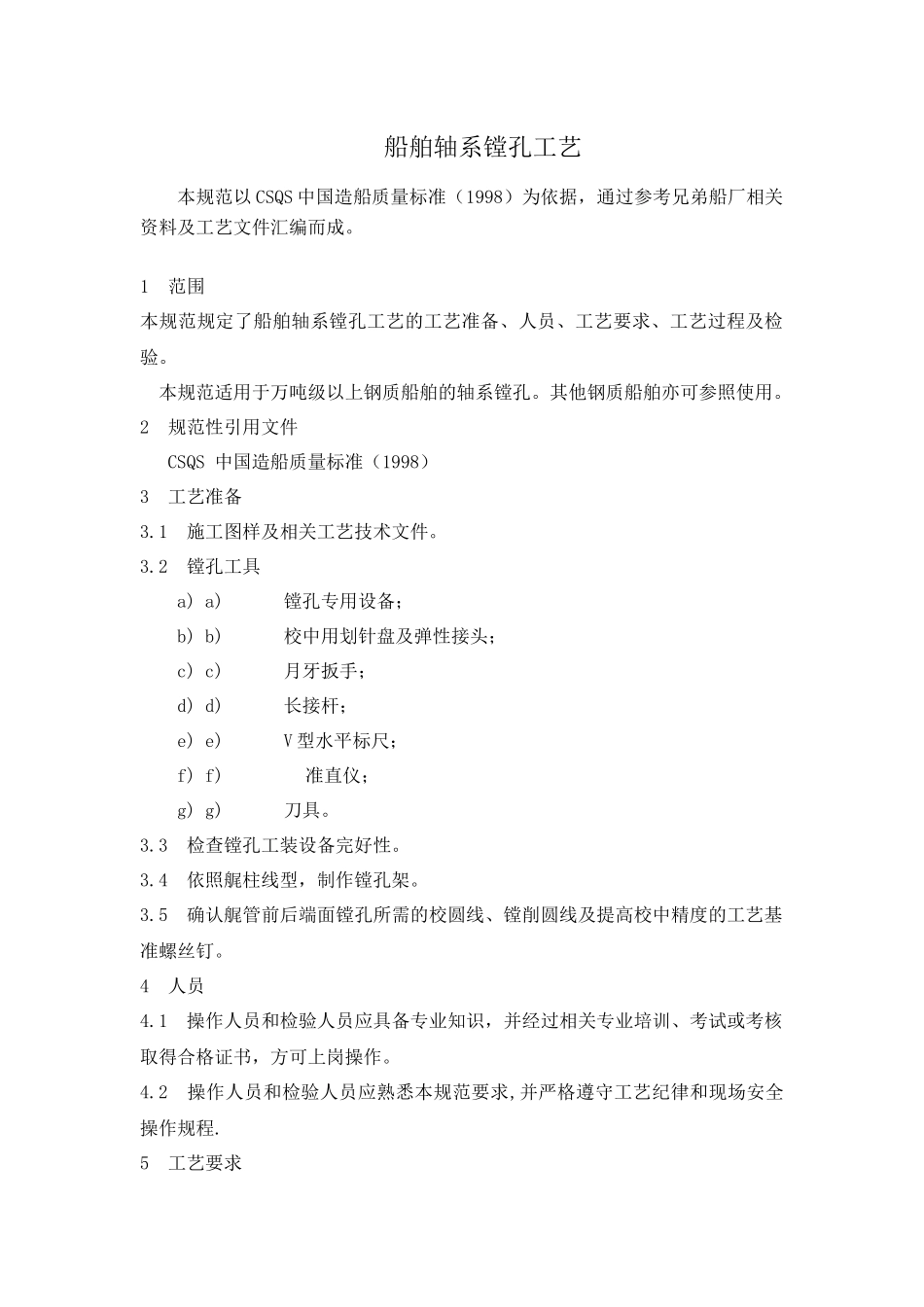
1镗杆安装时,应按艉管前、后端面上的校圆线和工艺基准螺钉为校中依据,先用划针盘初校校中圆线后再用内径千