别克护套(碰撞套)试生产过程控制计划编制:刘仁山审核:批准:日期:2002
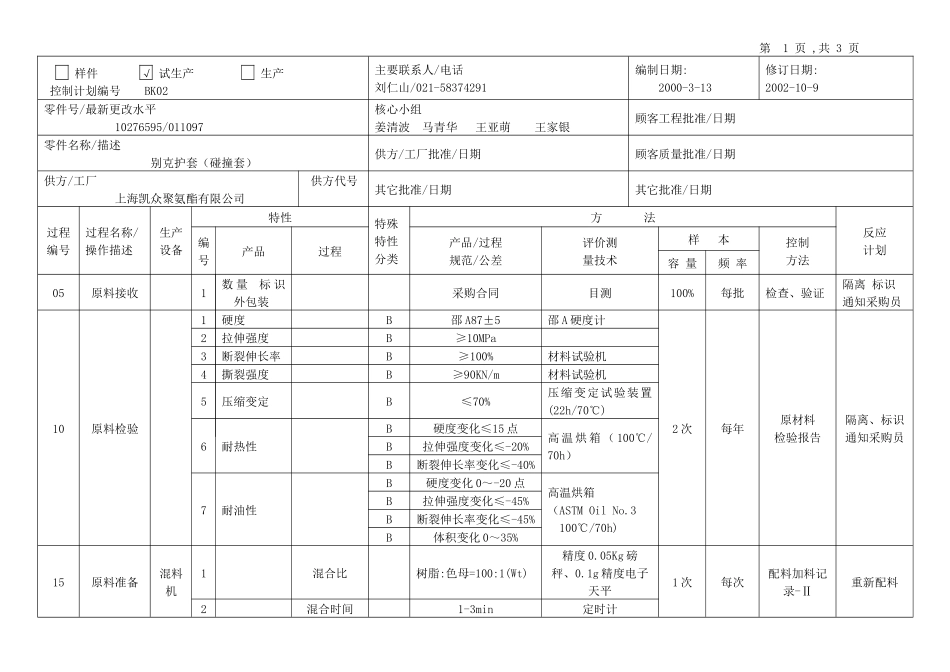
26控制计划第1页,共3页样件√试生产生产控制计划编号BK02主要联系人/电话刘仁山/021-58374291编制日期:2000-3-13修订日期:2002-10-9零件号/最新更改水平10276595/011097核心小组姜清波马青华王亚萌王家银顾客工程批准/日期零件名称/描述别克护套(碰撞套)供方/工厂批准/日期顾客质量批准/日期供方/工厂上海凯众聚氨酯有限公司供方代号其它批准/日期其它批准/日期过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价测量技术样本控制方法容量频率05原料接收1数量标识外包装采购合同目测100%每批检查、验证隔离标识通知采购员10原料检验1硬度B邵A87±5邵A硬度计2次每年原材料检验报告隔离、标识通知采购员2拉伸强度B≥10MPa3断裂伸长率B≥100%材料试验机4撕裂强度B≥90KN/m材料试验机5压缩变定B≤70%压缩变定试验装置(22h/70℃)6耐热性B硬度变化≤15点高温烘箱(100℃/70h)B拉伸强度变化≤-20%B断裂伸长率变化≤-40%7耐油性B硬度变化0~-20点高温烘箱(ASTMOilNo
3100℃/70h)B拉伸强度变化≤-45%B断裂伸长率变化≤-45%B体积变化0~35%15原料准备混料机1混合比树脂:色母=100:1(Wt)精度0
05Kg磅秤、0
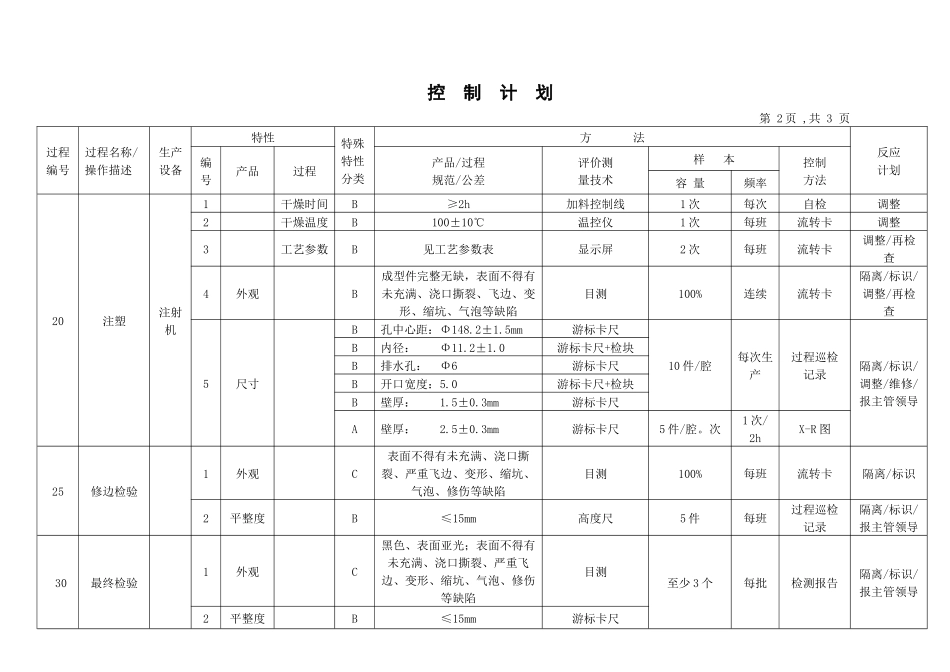
1g精度电子天平1次每次配料加料记录-Ⅱ重新配料2混合时间1-3min定时计控制计划第2页,共3页过程编号过程名称/操作描述生产设备特性特殊特性分类方法反应计划编号产品过程产品/过程规范/公差评价测量技术样本控制方法容量频率20注塑注射机1干燥时间B≥2h加料控制线1次每次自检调整2干燥温度B100±10℃温控仪1次每班流转卡调整3工艺参数