注:“检测结果”一栏由操作者填写
编制:审核:产品名称制造编号工艺号筒节制造卡零件编号第2页重力分离器S2-Ⅱ-01-36工艺01-09S2-36-共3页序号工序工艺内容及技术要求设备工装检测结果操作者日期互检人日期专检人日期钢板宽度误差±1
5mm对角线误差≤2mm6滚圆按滚圆工艺守则要求滚圆用T003、A003样板检查压头及滚圆质量,间隙不大于1mm7对接按要求点焊定位①在筒节纵缝的延长部位点固试板②对接间隙1~2mm③错边量≤2
0mm④清理坡口两侧小于20mm范围内的污物⑤定位焊长度50mm,间距200mm⑥两端点固引熄弧板8焊接①按焊接工艺卡施焊并填写焊接过程记录(焊缝编号:A)注:“检测结果”一栏由操作者填写
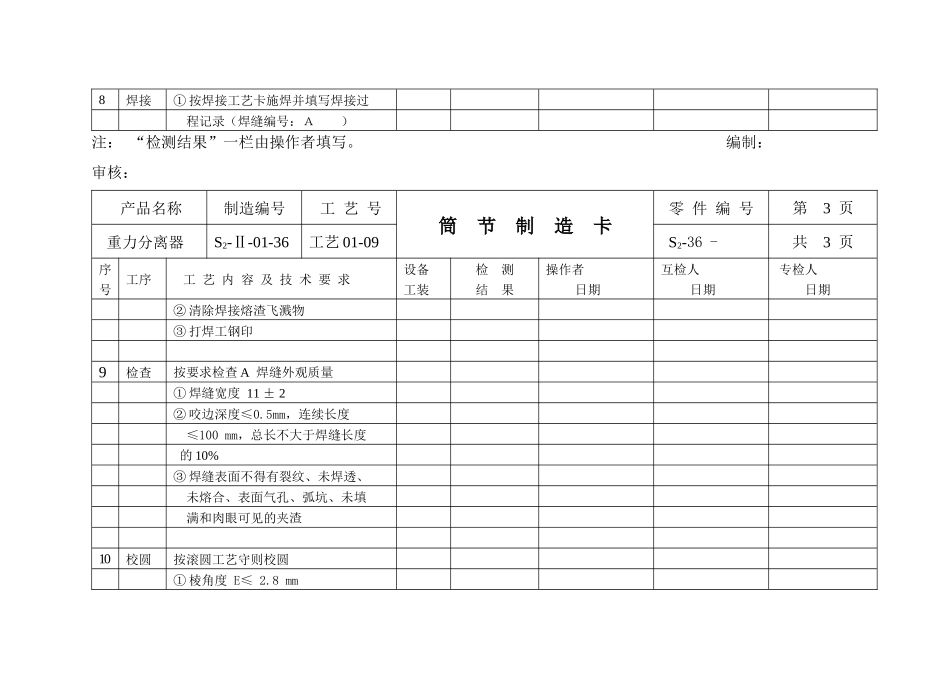
编制:审核:产品名称制造编号工艺号筒节制造卡零件编号第3页重力分离器S2-Ⅱ-01-36工艺01-09S2-36-共3页序号工序工艺内容及技术要求设备工装检测结果操作者日期互检人日期专检人日期②清除焊接熔渣飞溅物③打焊工钢印9检查按要求检查A焊缝外观质量①焊缝宽度11±2②咬边深度≤0
5mm,连续长度≤100mm,总长不大于焊缝长度的10%③焊缝表面不得有裂纹、未焊透、未熔合、表面气孔、弧坑、未填满和肉眼可见的夹渣10校圆按滚圆工艺守则校圆①棱角度E≤2
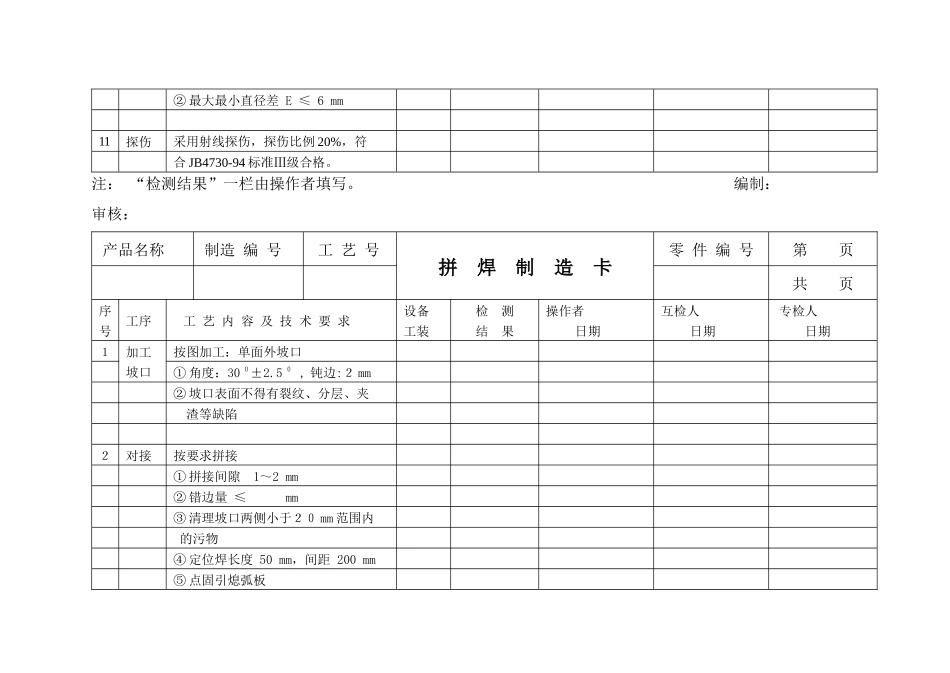
8mm②最大最小直径差E≤6mm11探伤采用射线探伤,探伤比例20%,符合JB4730-94标准Ⅲ级合格
注:“检测结果”一栏由操作者填写
编制:审核:产品名称制造编号工艺号拼焊制造卡零件编号第页共页序号工序工艺内容及技术要求设备工装检测结果操作者日期互检人日期专检人日期1加工坡口按图加工:单面外坡口①角度:300±2
50,钝边:2mm②坡口表面不得有裂纹、分层、夹渣等缺陷2对接按要求拼接①拼接间隙1~2mm②错边量≤mm③清理坡口两侧小于20mm范围内的污物④定位焊长度50mm,间距200mm⑤点固