第三章焊接方法与设备焊接方法基本上可分为三大类:熔化焊、固相焊和钎焊
具体的焊接方法有几十种,这一章主要讨论埋弧焊、气体保护焊等一些常用的电弧焊方法
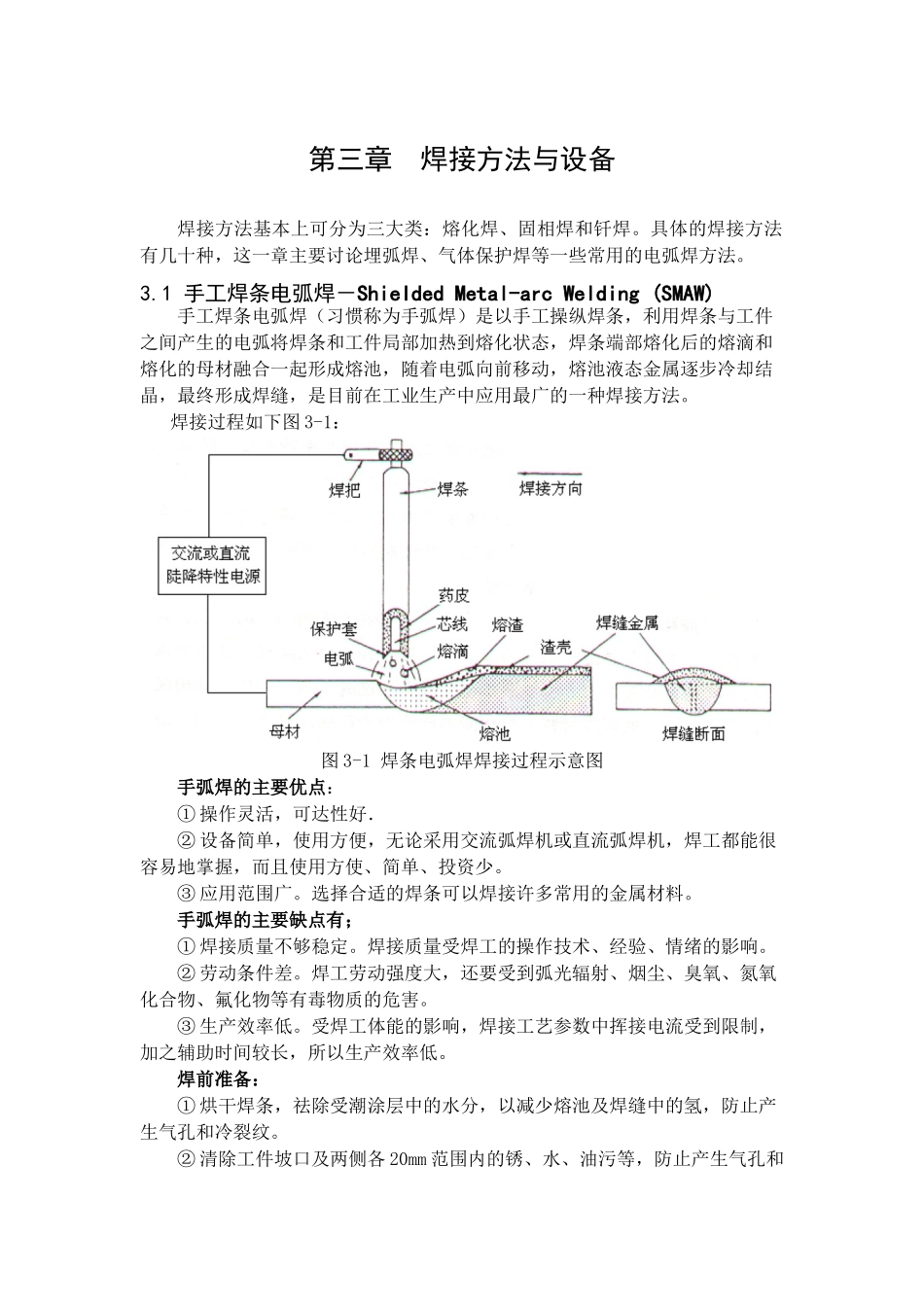
1手工焊条电弧焊-ShieldedMetal-arcWelding(SMAW)手工焊条电弧焊(习惯称为手弧焊)是以手工操纵焊条,利用焊条与工件之间产生的电弧将焊条和工件局部加热到熔化状态,焊条端部熔化后的熔滴和熔化的母材融合一起形成熔池,随着电弧向前移动,熔池液态金属逐步冷却结晶,最终形成焊缝,是目前在工业生产中应用最广的一种焊接方法
焊接过程如下图3-1:图3-1焊条电弧焊焊接过程示意图手弧焊的主要优点:①操作灵活,可达性好.②设备简单,使用方便,无论采用交流弧焊机或直流弧焊机,焊工都能很容易地掌握,而且使用方使、简单、投资少
③应用范围广
选择合适的焊条可以焊接许多常用的金属材料
手弧焊的主要缺点有;①焊接质量不够稳定
焊接质量受焊工的操作技术、经验、情绪的影响
②劳动条件差
焊工劳动强度大,还要受到弧光辐射、烟尘、臭氧、氮氧化合物、氟化物等有毒物质的危害
③生产效率低
受焊工体能的影响,焊接工艺参数中挥接电流受到限制,加之辅助时间较长,所以生产效率低
焊前准备:①烘干焊条,祛除受潮涂层中的水分,以减少熔池及焊缝中的氢,防止产生气孔和冷裂纹
②清除工件坡口及两侧各20mm范围内的锈、水、油污等,防止产生气孔和延迟裂纹
③组对工件,保证结构的形状和尺寸,预留坡口根部间隙和反变形量,然后按规定的位置进行定位焊
④针对刚性大的结构和可焊性差的材料,焊前对工件进行全部或局部预热,以减小接头焊后冷却速度,避免产生淬硬组织,减小焊接应力和变形,防止产生裂纹
后热和焊后热处理:焊后立即对焊件全部或局部进行加热或保温使其缓冷的工艺措施,称为后热
后热的目的是避免形成硬脆组织,以及使扩散氢逸出焊缝表面,从而防止产生裂纹
焊后为改善接头的