曲轴制造技术的进展及敏捷柔性生产线方案初探曲轴是发动机的心脏;曲轴制造技术是发动机制造技术的集中体现
国内汽车发动机关键零部件主要制造技术装备目前依赖进口,而发动机曲轴加工的敏捷柔性生产线还处在初期阶段,需要一个长期的技术积累和发展过程
曲轴加工工艺的发展演变1)20世纪70年代以前,发动机曲轴粗加工采用的加工方式是多刀车床车削曲轴主轴颈和连杆轴颈
采用这种方式加工精度较低、柔性很差、工序质量稳定性低,且容易产生较大的内部应力,难以达到合理的加工余量
在粗加工后一般需要进行去应力回火处理,释放应力
因此粗加工需要给后续精加工工序留较大的加工余量,以去除弯曲变形量
曲轴精加工采用的是普通磨削工艺,一般采用MQ8260曲轴磨床粗磨-半精磨-精磨-抛光
通常靠手工操作,加工质量不稳定,废品率较高
2)20世纪70年代到80年代左右,曲轴粗加工采用CNC车削、CNC外铣加工,加工状况有所改善
精加工仍以普通磨床磨削工艺为主
3)20世纪80年中期又出现了CNC内铣工艺,CNC内铣加工性能指标要高于CNC外铣加工,尤其是对于锻钢曲轴,内铣更有利于断屑
精加工工艺多采用半自动曲轴磨床,头架和尾座同步传动,加工精度有一定的提高
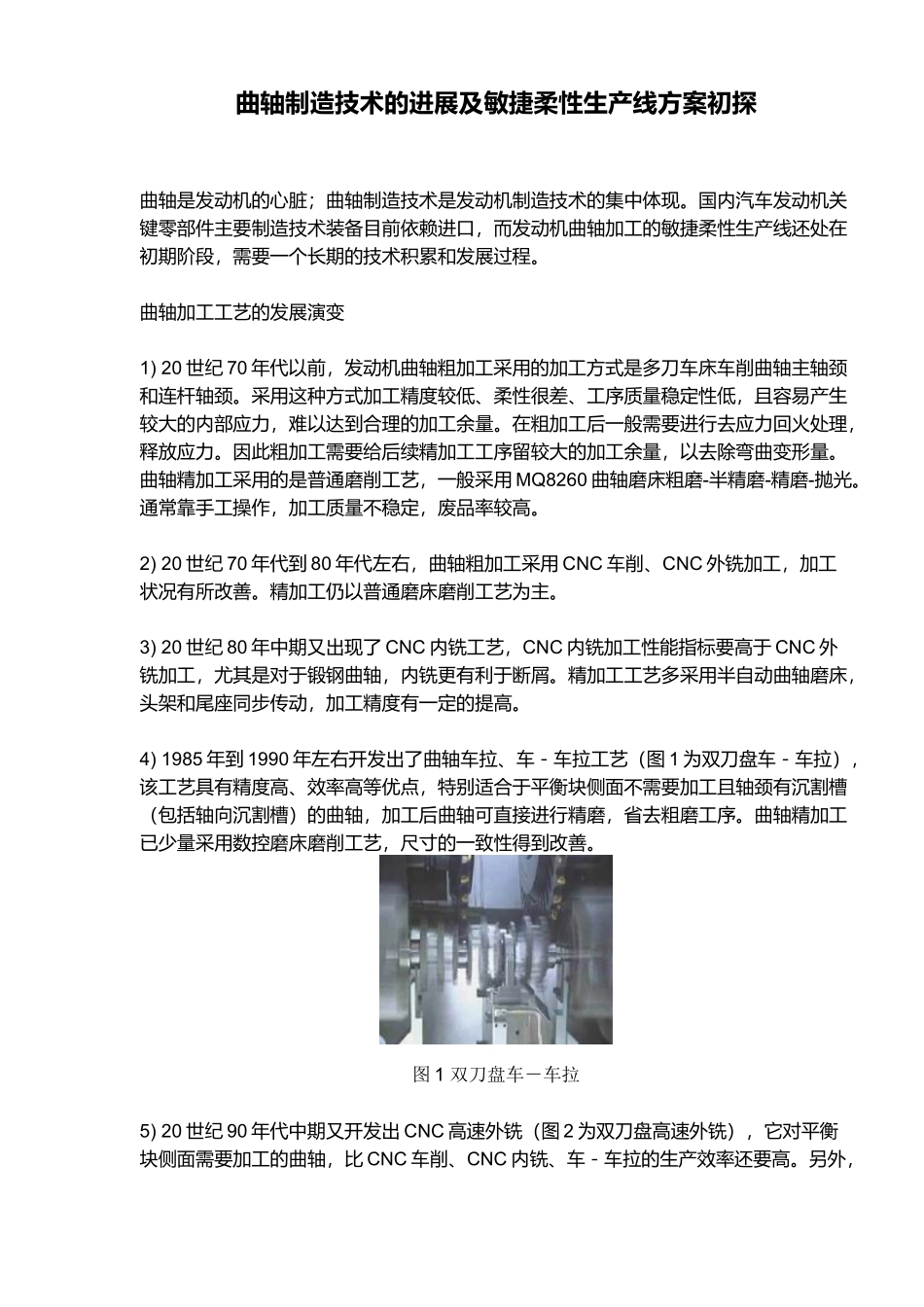
4)1985年到1990年左右开发出了曲轴车拉、车-车拉工艺(图1为双刀盘车-车拉),该工艺具有精度高、效率高等优点,特别适合于平衡块侧面不需要加工且轴颈有沉割槽(包括轴向沉割槽)的曲轴,加工后曲轴可直接进行精磨,省去粗磨工序
曲轴精加工已少量采用数控磨床磨削工艺,尺寸的一致性得到改善
图1双刀盘车-车拉5)20世纪90年代中期又开发出CNC高速外铣(图2为双刀盘高速外铣),它对平衡块侧面需要加工的曲轴,比CNC车削、CNC内铣、车-车拉的生产效率还要高
另外,CNC车-车拉工艺加工连杆轴颈要二道工序,CNC高速外铣只要一道工序就能完成,具有以下优点:切削速度高(