前处理设备(设备图号:TKQX291)1
1设备用途及性能按工艺流程,本设备为涂装线的前处理设备,主要承担以下任务:(1)对工件的所有外露表面机械覆着的油污等异物进行彻底地清除
通过磷化处理后,在工件表面形成一层致密的,牢固的磷酸盐结晶覆盖层
(2)无粘附性杂质,无酸碱等化学品德残留物
对工件进行处理的主要作用是:增强工件基体金属与油漆涂层的结合力和抗腐蚀性能,使工件表面获得良好的保护涂层
这种涂层对工件的抗腐蚀性具有极大的作用
从而保证工件的机械性能和使用寿命
2工作原理及结构特点针对生产线情况,根据工件的结构特点,前处理工艺方案采用了浸喷结合的处理方法
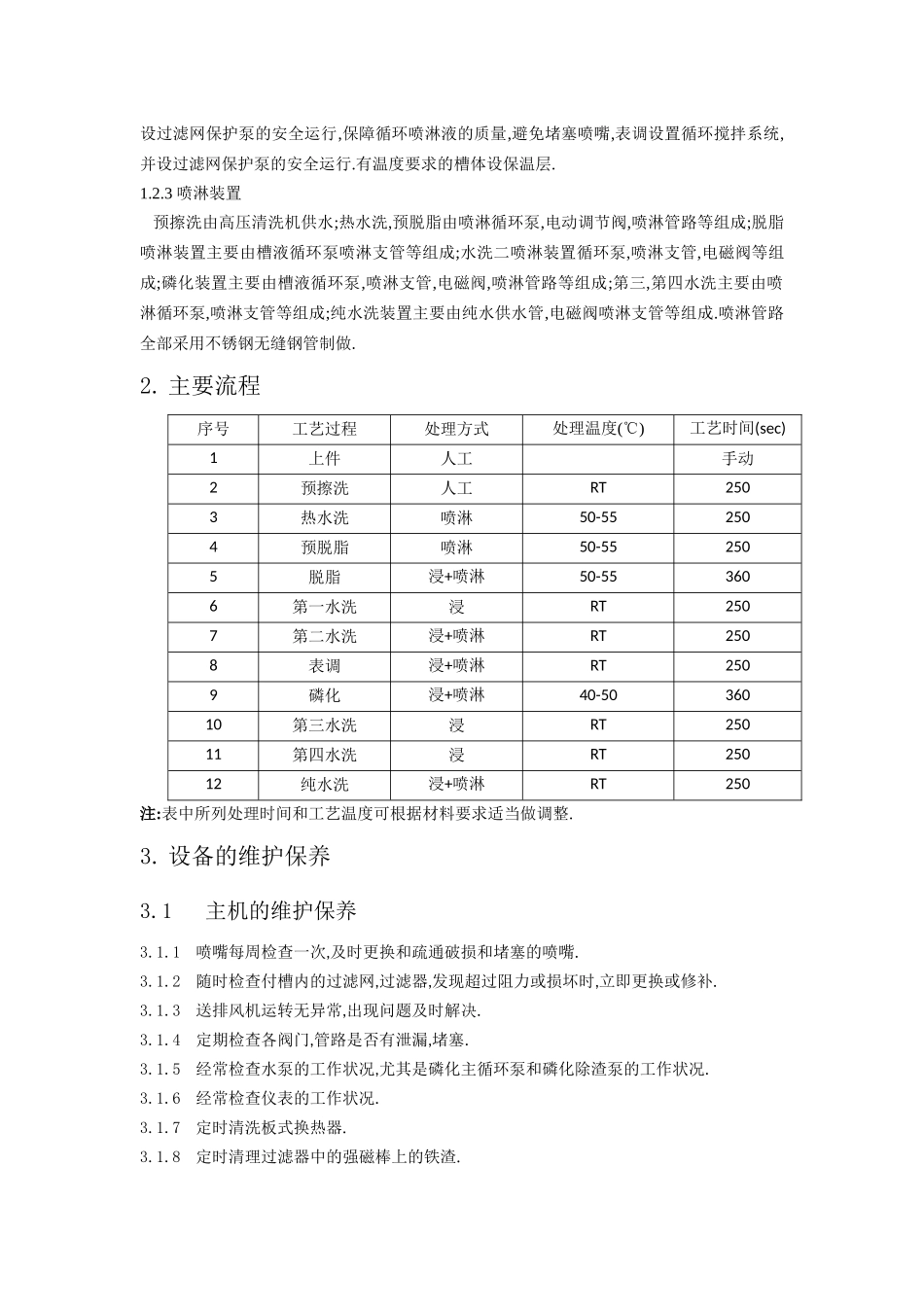
工件通过自行小车经过预擦洗,热水洗,预脱脂,脱脂,水洗一,水洗二,表调,磷化,水洗三,水洗四,纯水洗等十个工位,达到要求后进入后续处理设备
(1)热水洗,采用蒸汽通过板式换热器由循环系统对热水洗槽内的槽液加热,并通过测温装置,电动阀,温控仪表等对槽液温度进行自动控制;(2)预脱脂,采用蒸汽通过板式换热器由循环系统对预脱脂槽内的槽液加热,并通过测温装置,电动阀,温控仪表等对槽液温度进行自动控制;(3)脱脂,采用蒸汽通过板式换热器由循环系统对脱脂槽内的槽液加热,并通过测温装置,电动阀,温控仪表等对槽液温度进行自动控制;(4)磷化,采用热水(≤70℃)通过板式换热器由循环系统对热水洗槽内的槽液加热,并通过测温装置,电动阀,温控仪表等对槽液温度进行自动控制;(5)磷化设置连续除渣装置
(6)在热水洗,预脱脂,采用循环喷淋自动转换控制方法,脱脂,水洗二,磷化,纯水洗采用出水喷淋,其他工位采用全浸的处理方式
1室体室体设检修门照明装置及排风系统
室体由骨架,钢板等组成,骨架用方管制作,室体壁板全部采用2mm的不锈钢板
预脱脂,磷化段设有排风系统,水洗二设有送风系统
2槽体所有工作液浸槽采用5mm的不锈