版本号:A受控状态:发放代号:铸造工艺规程ZXJX11
1编制:审核:批准:2011-11-01发布2011-11-10实施谷城庄星机械有限公司作业文件灰铸铁生产工艺规程编号ZXJI11
1-01版次A/0页次1/1本规程适用于本公司批量生产各种牌号的灰铸铁件,采用中频炉熔炼,孕育处理生产各种牌号灰铸铁件
1采用孕育法生产各种牌号灰铸铁
2熔炼过程中参照有关熔炼工艺规程执行
1浇注过程中按有关浇注工艺规程执行
2浇注温度不低于1320℃,浇注时间每箱15-17秒
3处理后的铁水,一般控制在8-15分钟/内浇注完毕
4对已浇注的铸型按包次插上牌子标志区分
落砂、清理、检验3
1捅箱时,应注意按包次区分,在鳞板上隔离铸件
2从鳞板上下来后,铸件在地上按50型为一组,依次堆放,等检验员依材质检验数据,判定材质合格后,才能上线清理,不合格铸件不能进入清理线
3清理后对铸件再进行一次检验,几何尺寸及外观合格后才能浸漆入库
质量检查铸件质量按有关检查工艺规程执行
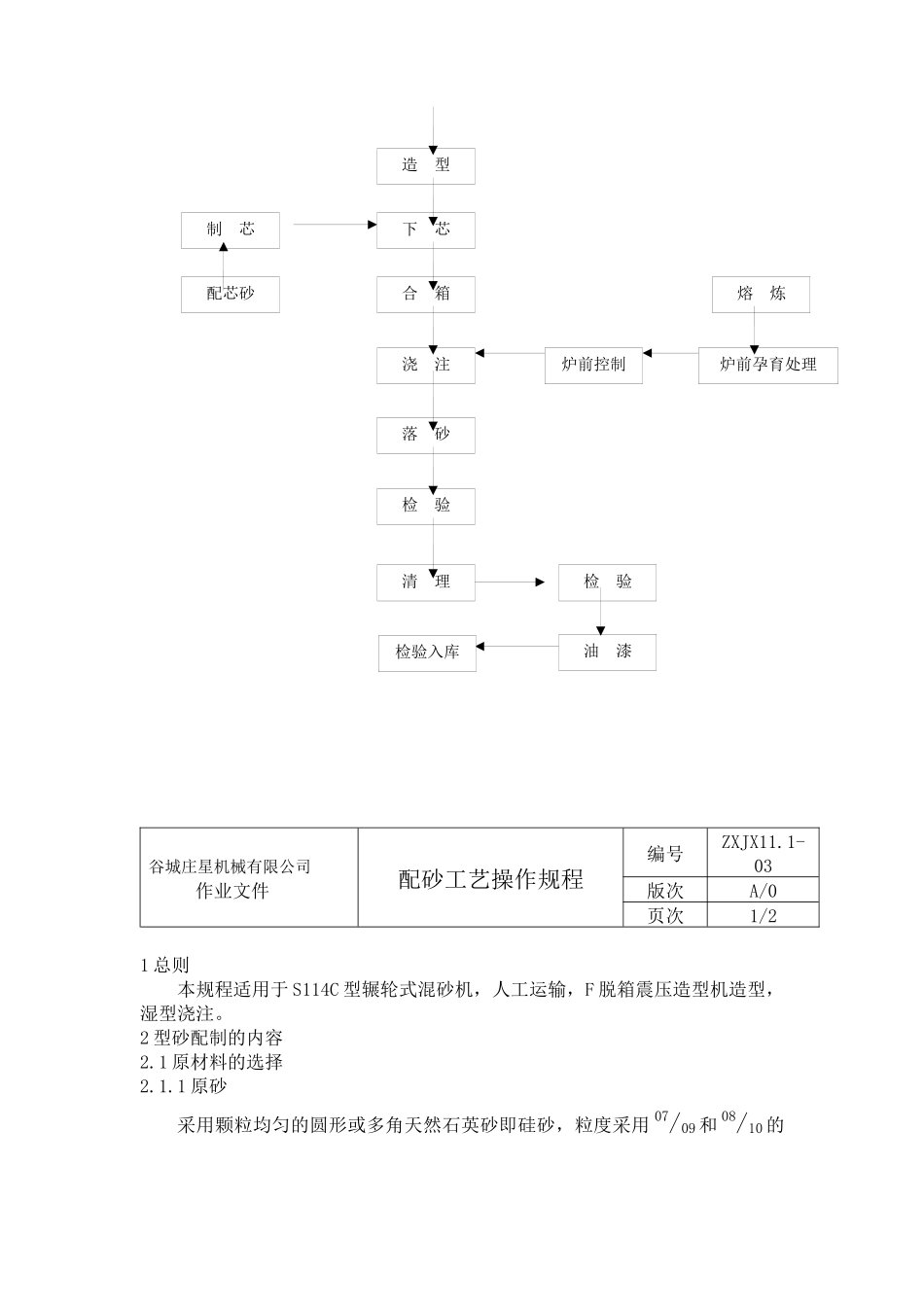
谷城庄星机械有限公司作业文件灰铸铁生产工艺流程图编号ZXJI11
1-02版次A/0页次1/1配型砂谷城庄星机械有限公司作业文件配砂工艺操作规程编号ZXJX11
1-03版次A/0页次1/21总则本规程适用于S114C型辗轮式混砂机,人工运输,F脱箱震压造型机造型,湿型浇注
2型砂配制的内容2
1原材料的选择2
1原砂采用颗粒均匀的圆形或多角天然石英砂即硅砂,粒度采用07/09和08/10的造型下芯合箱浇注落砂检验清理检验油漆制芯配芯砂炉前控制炉前孕育处理熔炼检验入库细粒砂
生产球墨铸铁件时,为适当提高透气率,用05/07和06/08的中粒砂
2粘土湿型砂普遍采用粘结性好的膨润土作为粘结剂,全部采用新原砂配制时,小型铸件膨润土加入量约为5-6%