小组中组作业指导书1施工前准备1
1图纸资料:施工前有关图纸,零件明细表,焊接工艺和完工测量表等
2材料:施工前查对零件的材质牌号,钢板厚度,型材尺寸等应与图纸相符合
3工具:钢卷尺、线锤、水平橡皮管、油泵、花兰螺丝、铁楔、各种“马”、水平仪、锤、氧乙炔割炬、电焊龙头、电焊面罩、角尺、角度尺
2人员装配工上岗前应进行专业知识和安全知识的培训
并且考试合格
能明了图纸内容和意图,能明了下料切割后零部件上所表达的文字、符号的内容含义
熟悉有关的工艺和技术文件并能按要求施工
3工艺要求3
1小组立工艺流程:3
2小组立作业标准:构件对划线(理论线或对合线偏移)<1
0mm平整度<4mm~6mm小零件对大零件垂直度<2mm必要的加强支撑焊接装配定位焊小零件对准大零件构件线或对合线整理零件焊后火工矫正对合线<<标准极限平面板架:L<±4mm<±6mmB<±4mm<±6mm对角线差值:L1-L2<4mm<8mm3
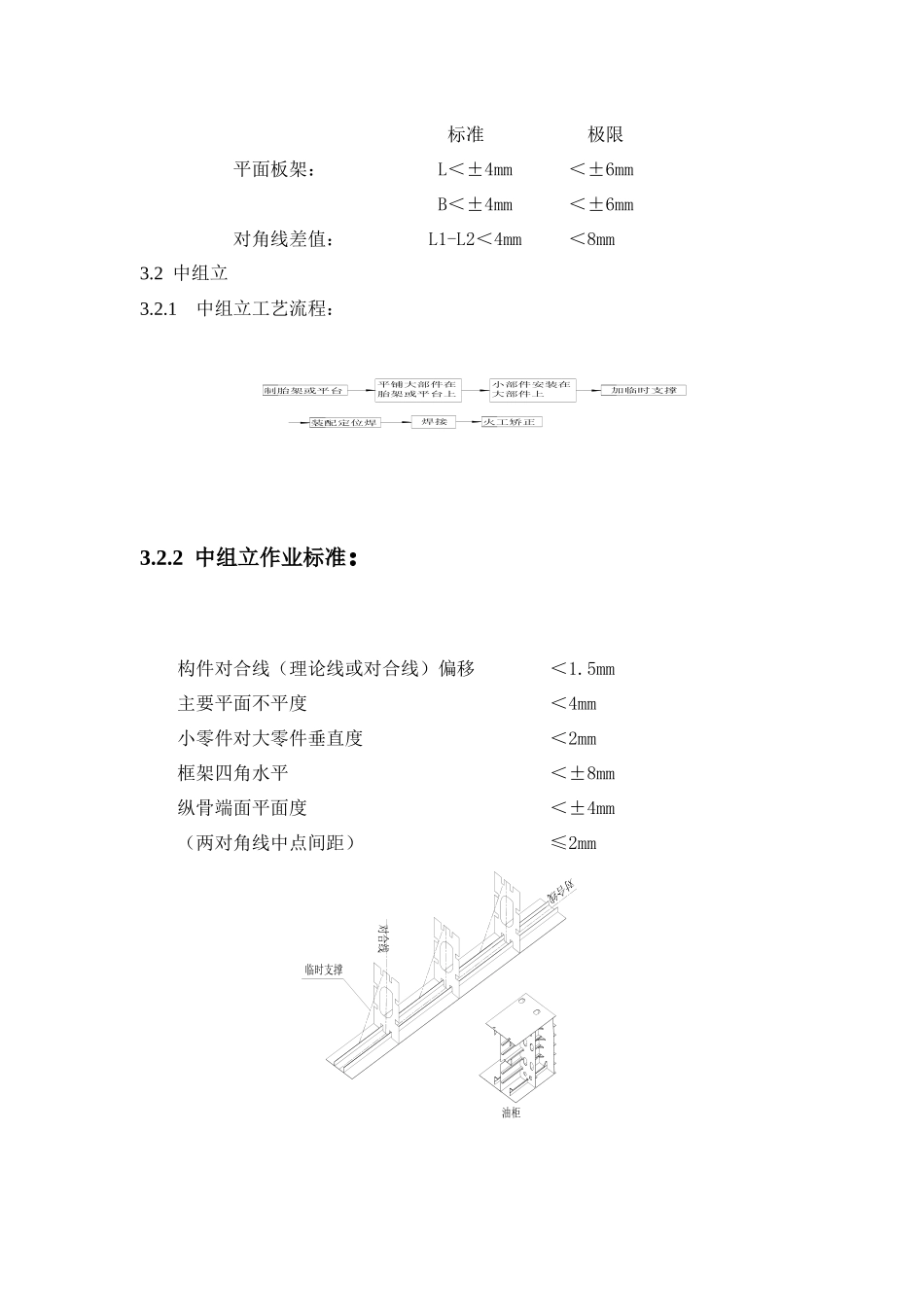
1中组立工艺流程:3
2中组立作业标准:构件对合线(理论线或对合线)偏移<1
5mm主要平面不平度<4mm小零件对大零件垂直度<2mm框架四角水平<±8mm纵骨端面平面度<±4mm(两对角线中点间距)≤2mm火工矫正焊接装配定位焊加临时支撑小部件安装在大部件上平铺大部件在胎架或平台上制胎架或平台对合线临时支撑油柜分段作业指导书6
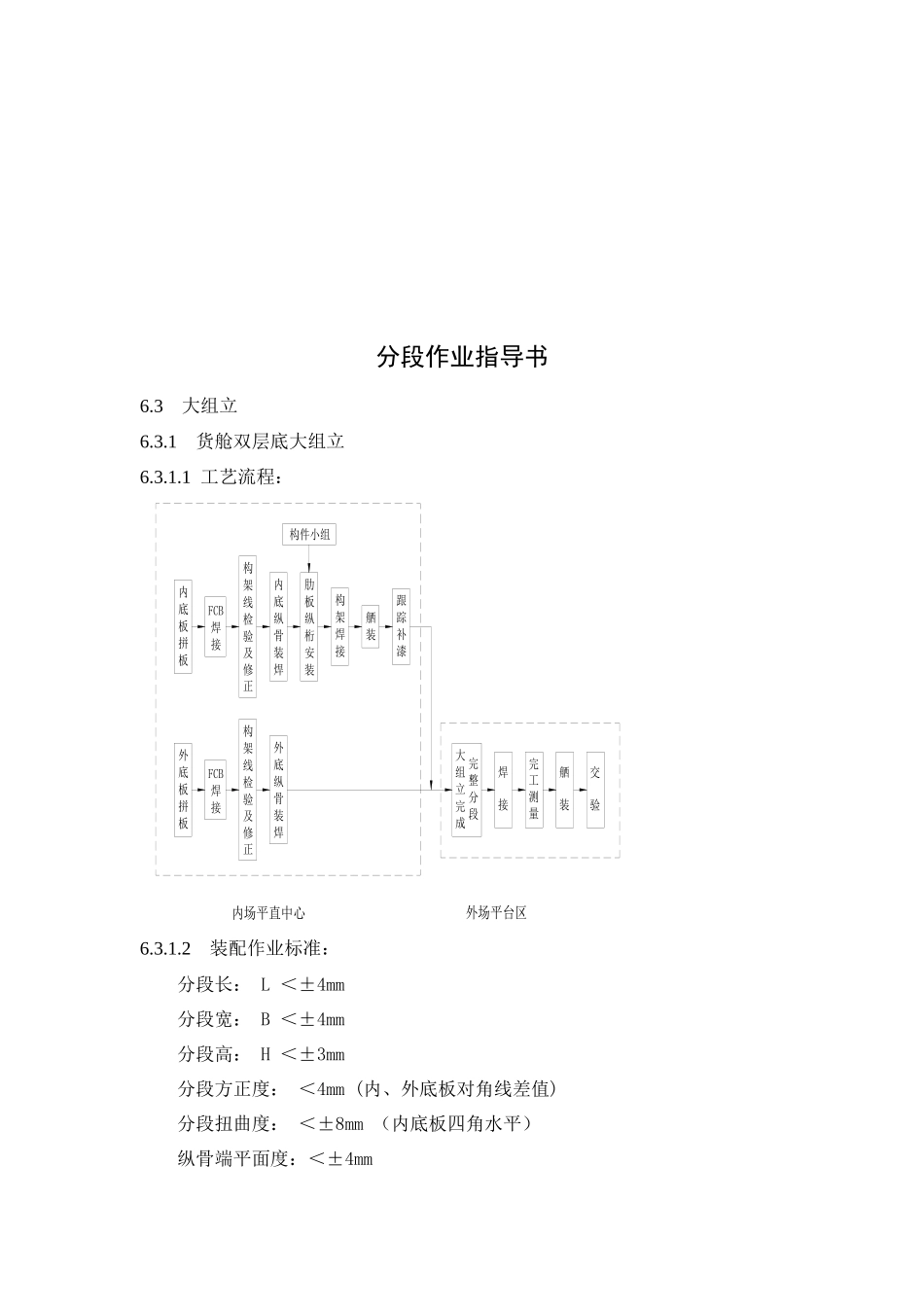
1货舱双层底大组立6
1工艺流程:6
2装配作业标准:分段长:L<±4mm分段宽:B<±4mm分段高:H<±3mm分段方正度:<4mm(内、外底板对角线差值)分段扭曲度:<±8mm(内底板四角水平)纵骨端平面度:<±4mm构件小组内底板拼板FCB焊接构架线检验及修正内底纵骨装焊肋板纵桁安装构架焊接舾装跟踪补漆外底板拼板构架线检验及修正外底纵骨装焊FCB焊接大组