大型自由锻造液压机车间工艺设计分析摘要:介绍了自由锻造液压机车间工艺流程及工艺布置,提出了双跨和三跨两种布置方案,并分析了相应优缺点
另外,详细探讨了设备-设备、设备-厂房、设备-公用之间的相互影响关系
对自由锻造液压机车间的工艺设计具有较高的参考价值
关键词:自由锻造,液压机车间,工艺设计目前,我国已投入运行的8~160MN自由锻造液压机150多台,但是大多数自由锻造液压机为早期的水压机,数控化程度低,生产率低下,需要完成CNC改造[1]并配备锻造操作机,尤其要强化锻造和热处理工业炉的现代化改造
我国大锻件生产处于“过剩”和“短缺”的双重压力,即一般大锻件供大于求,技术含量和质量要求高的大锻件,如百万千瓦级火电和核电用汽轮机转子(超临界、超超临界)、特大支承辊、大型高温高压厚壁筒体、船用大马力低速柴油机组合曲轴等锻件,我们尚处于生产能力低或不能生产的状态
基于此,通过对现有锻造设备及工业炉设备进行升级改造或新建锻造车间,国内企业掀起了投资高品质大型自由锻件制造的热潮
本文通过对大型快速锻造液压机车间的工艺设计及相关配套设施的介绍,希望能对相关企业领导人及技术人员带来帮助
1工艺流程大型自由锻造液压机车间(以下简称“液压机车间”)的工艺流程相对简单,主要为:钢锭→加热→锻造(镦粗、拔长)→热处理→取样→(粗车)
液压机车间接收的钢锭分两种:热钢锭、冷钢锭,装炉方式也分为热装炉、冷装炉两种方式
据统计在热装炉的情况下,1吨钢锭可节约天然气(8500kcal/m3)约60m3,采用该种装炉方式已成为锻造行业的发展趋势
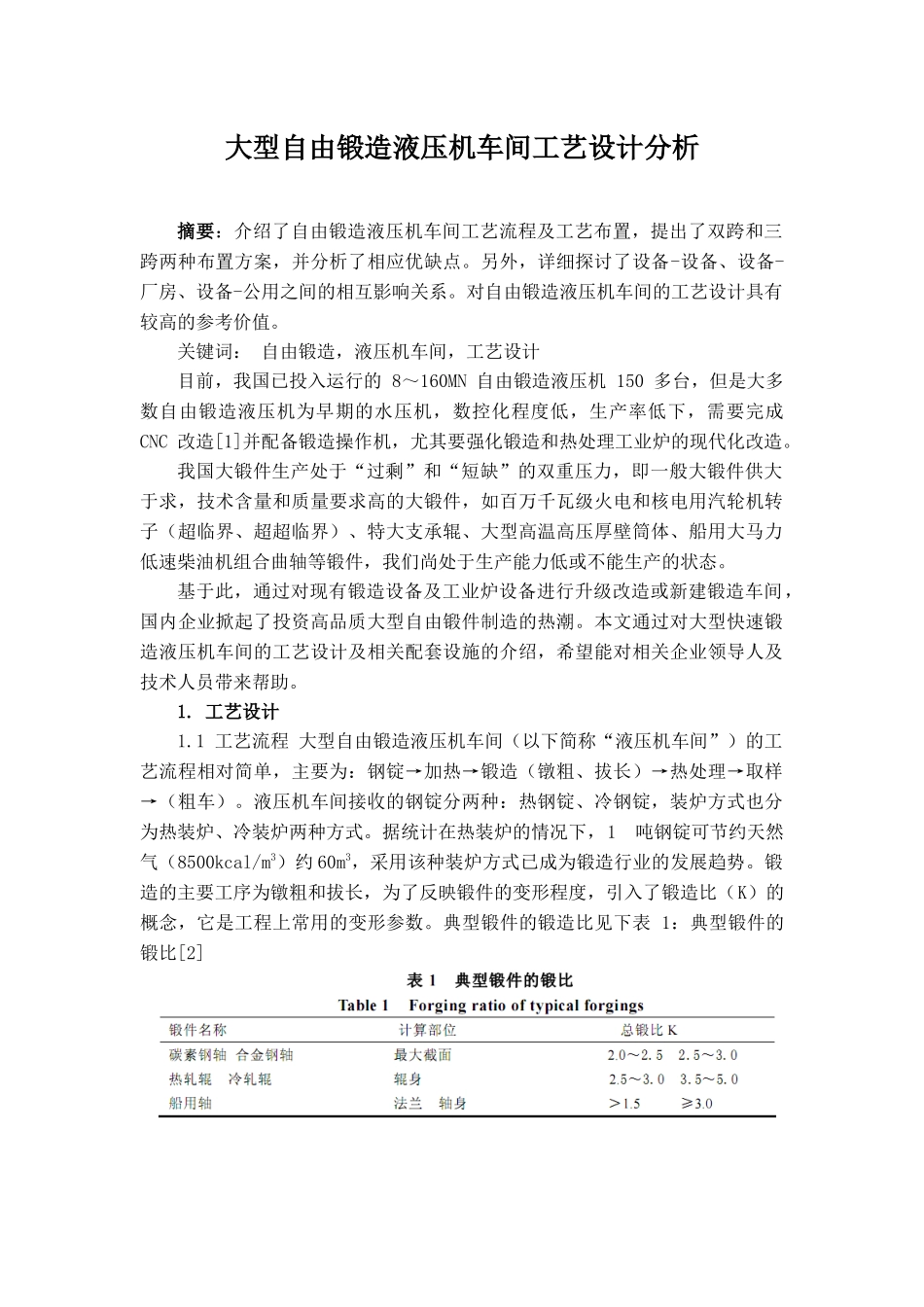
锻造的主要工序为镦粗和拔长,为了反映锻件的变形程度,引入了锻造比(K)的概念,它是工程上常用的变形参数
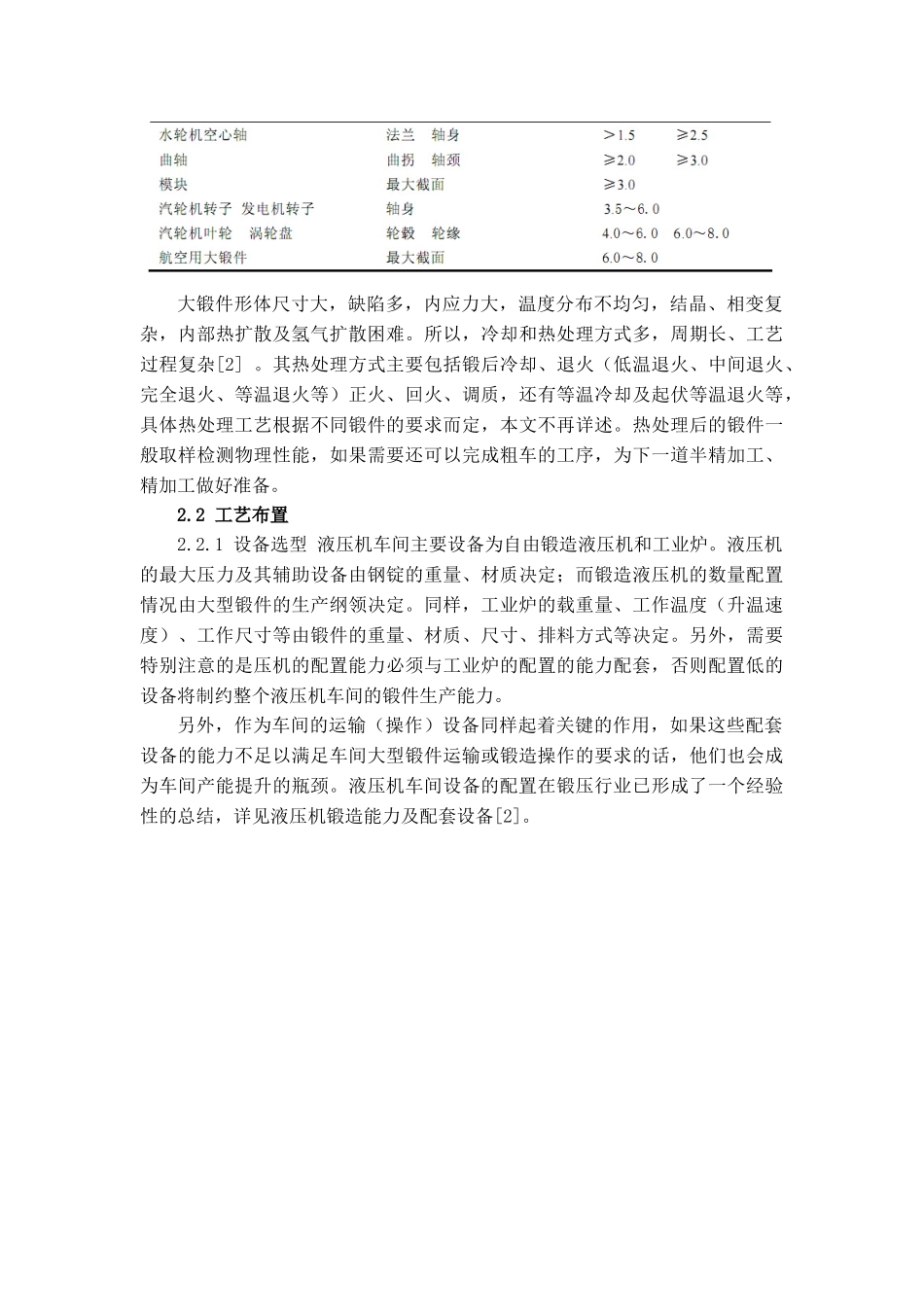
典型锻件的锻造比见下表1:典型锻件的锻比[2]大锻件形体尺寸大,缺陷多,内应力大,温度分布不均匀,结晶、相变复杂,内部热扩散及氢气扩散困难