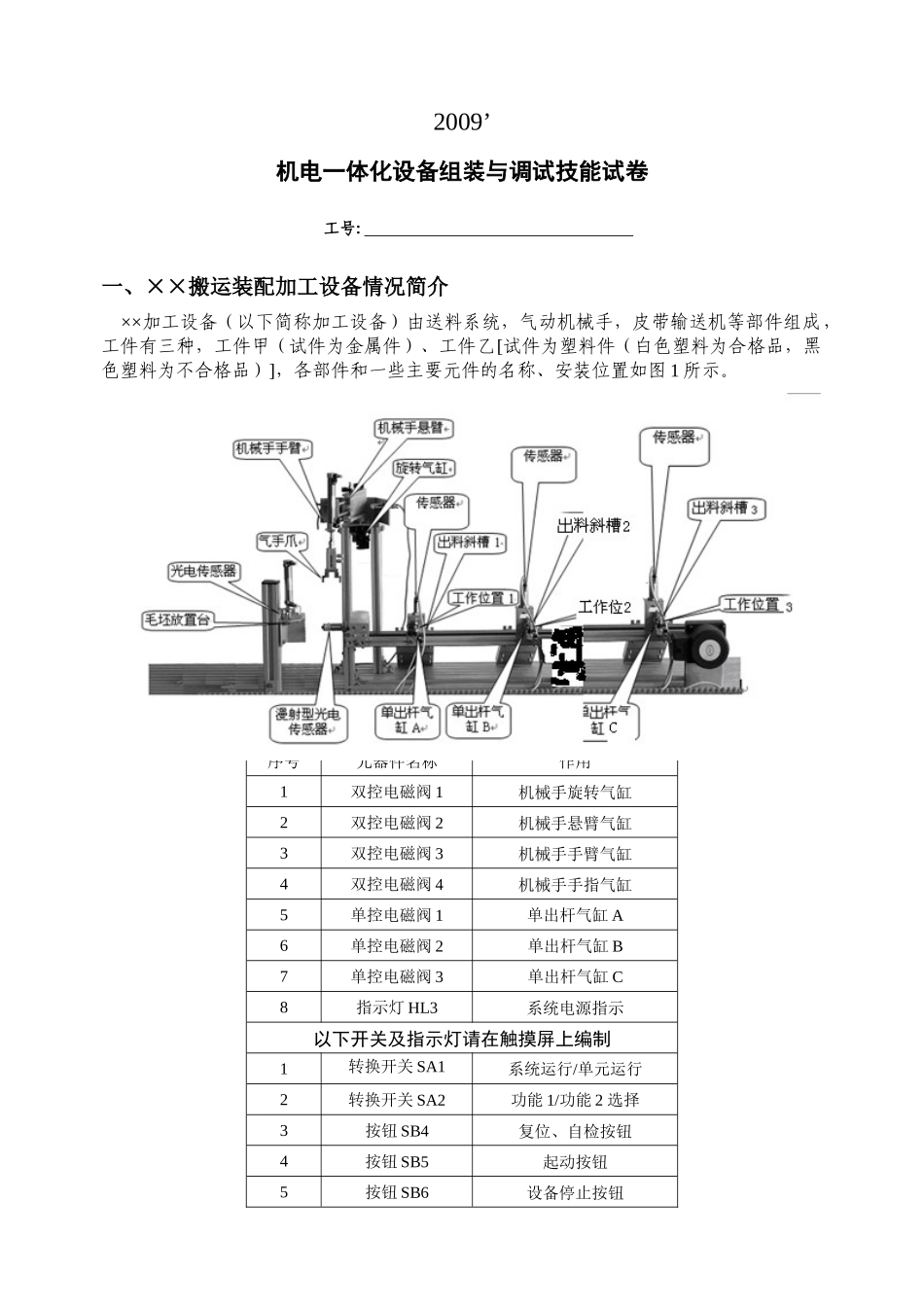
2009’机电一体化设备组装与调试技能试卷工号:一、××搬运装配加工设备情况简介××加工设备(以下简称加工设备)由送料系统,气动机械手,皮带输送机等部件组成,工件有三种,工件甲(试件为金属件)、工件乙[试件为塑料件(白色塑料为合格品,黑色塑料为不合格品)],各部件和一些主要元件的名称、安装位置如图1所示
图1××加工设备示意图加工设备中各元、器件的作用如表1所示
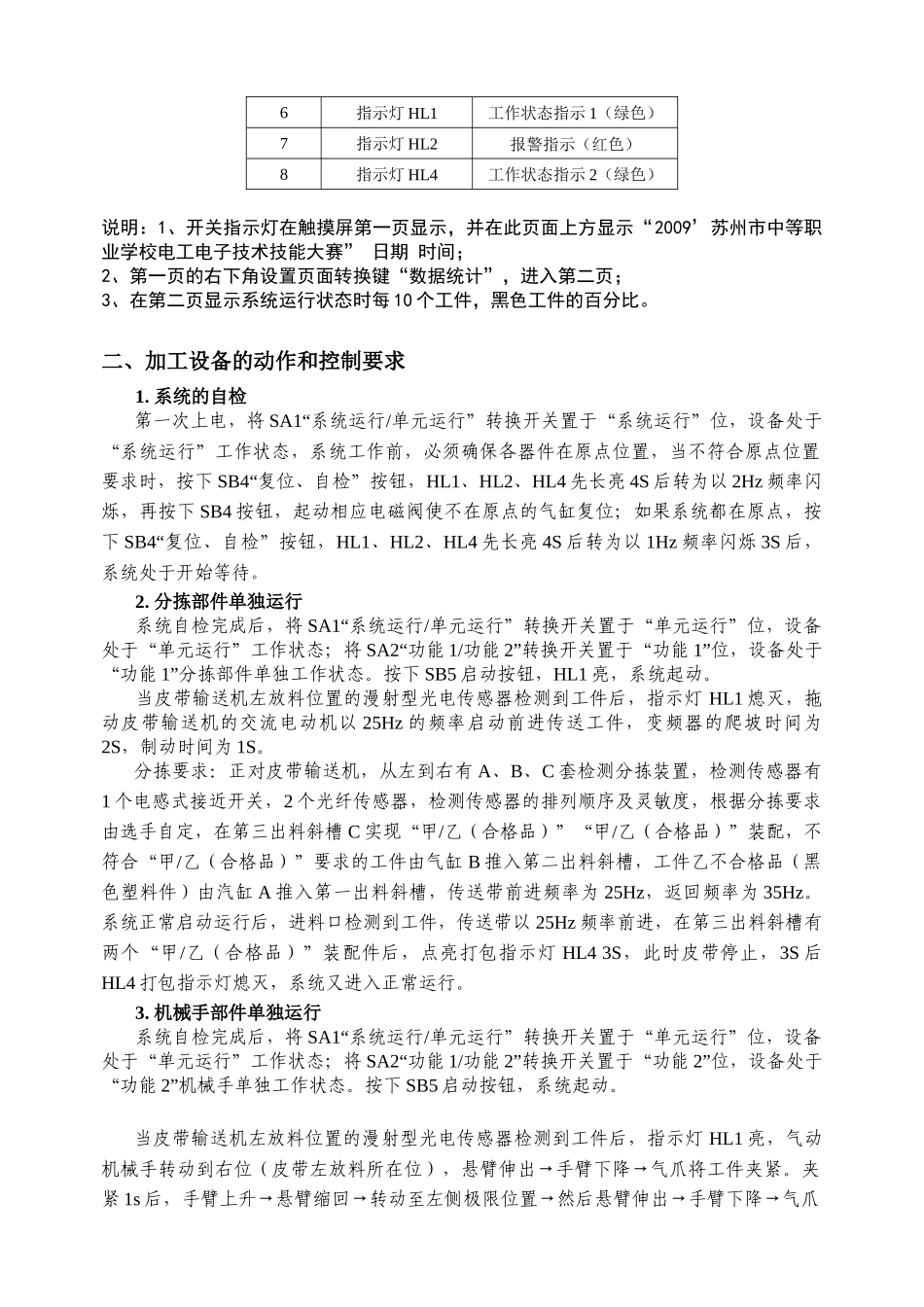
序号元器件名称作用1双控电磁阀1机械手旋转气缸2双控电磁阀2机械手悬臂气缸3双控电磁阀3机械手手臂气缸4双控电磁阀4机械手手指气缸5单控电磁阀1单出杆气缸A6单控电磁阀2单出杆气缸B7单控电磁阀3单出杆气缸C8指示灯HL3系统电源指示以下开关及指示灯请在触摸屏上编制1转换开关SA1系统运行/单元运行2转换开关SA2功能1/功能2选择3按钮SB4复位、自检按钮4按钮SB5起动按钮5按钮SB6设备停止按钮6指示灯HL1工作状态指示1(绿色)7指示灯HL2报警指示(红色)8指示灯HL4工作状态指示2(绿色)说明:1、开关指示灯在触摸屏第一页显示,并在此页面上方显示“2009’苏州市中等职业学校电工电子技术技能大赛”日期时间;2、第一页的右下角设置页面转换键“数据统计”,进入第二页;3、在第二页显示系统运行状态时每10个工件,黑色工件的百分比
二、加工设备的动作和控制要求1
系统的自检第一次上电,将SA1“系统运行/单元运行”转换开关置于“系统运行”位,设备处于“系统运行”工作状态,系统工作前,必须确保各器件在原点位置,当不符合原点位置要求时,按下SB4“复位、自检”按钮,HL1、HL2、HL4先长亮4S后转为以2Hz频率闪烁,再按下SB4按钮,起动相应电磁阀使不在原点的气缸复位;如果系统都在原点,按下SB4“复位、自检”按钮,HL1、HL2、HL4先长亮4S后转为以1Hz频率闪烁3S后,系统处于开始等待
分拣部件单独