精密蜗轮剃齿刀制造新工艺欧阳志喜宁波双林汽车部件股份有限公司摘要:本文介绍一种采用电火花成型加工蜗轮剃齿刀容屑槽的新工艺,为在机械行业中推广采用剃齿工艺加工蜗轮创造了条件
关键词:蜗轮、剃齿刀、电火花、容屑槽高精度的蜗轮的传统精加工工艺是剃齿滚切加工,精度为国标GB/T10089-885~6级的精密分度蜗轮,其轮齿在用蜗轮滚切加工后,要求通过采用高精度剃齿刀对蜗轮进行精剃加工
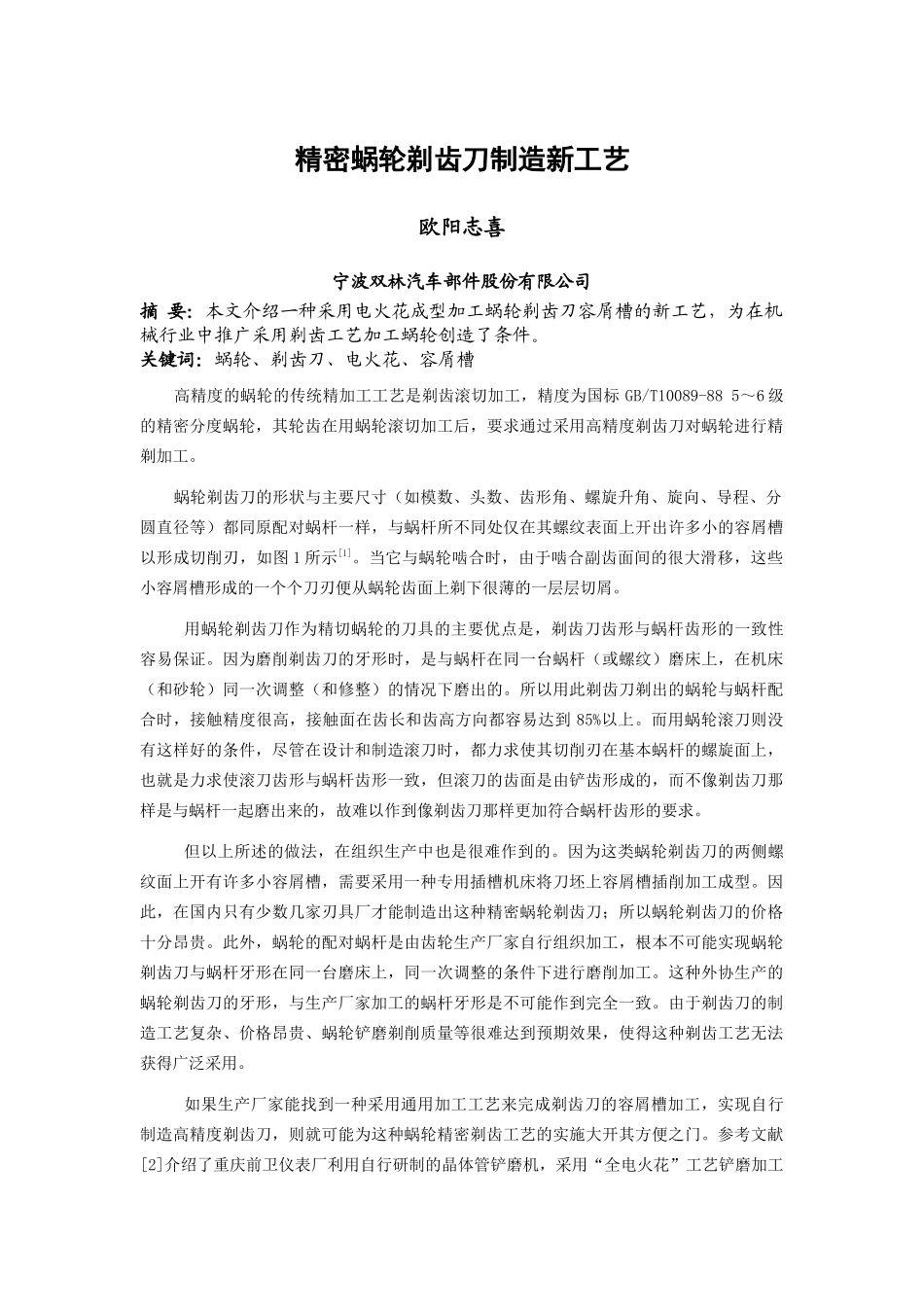
蜗轮剃齿刀的形状与主要尺寸(如模数、头数、齿形角、螺旋升角、旋向、导程、分圆直径等)都同原配对蜗杆一样,与蜗杆所不同处仅在其螺纹表面上开出许多小的容屑槽以形成切削刃,如图1所示[1]
当它与蜗轮啮合时,由于啮合副齿面间的很大滑移,这些小容屑槽形成的一个个刀刃便从蜗轮齿面上剃下很薄的一层层切屑
用蜗轮剃齿刀作为精切蜗轮的刀具的主要优点是,剃齿刀齿形与蜗杆齿形的一致性容易保证
因为磨削剃齿刀的牙形时,是与蜗杆在同一台蜗杆(或螺纹)磨床上,在机床(和砂轮)同一次调整(和修整)的情况下磨出的
所以用此剃齿刀剃出的蜗轮与蜗杆配合时,接触精度很高,接触面在齿长和齿高方向都容易达到85%以上
而用蜗轮滚刀则没有这样好的条件,尽管在设计和制造滚刀时,都力求使其切削刃在基本蜗杆的螺旋面上,也就是力求使滚刀齿形与蜗杆齿形一致,但滚刀的齿面是由铲齿形成的,而不像剃齿刀那样是与蜗杆一起磨出来的,故难以作到像剃齿刀那样更加符合蜗杆齿形的要求
但以上所述的做法,在组织生产中也是很难作到的
因为这类蜗轮剃齿刀的两侧螺纹面上开有许多小容屑槽,需要采用一种专用插槽机床将刀坯上容屑槽插削加工成型
因此,在国内只有少数几家刃具厂才能制造出这种精密蜗轮剃齿刀;所以蜗轮剃齿刀的价格十分昂贵
此外,蜗轮的配对蜗杆是由齿轮生产厂家自行组织加工,根本不可能实现蜗轮剃齿刀与蜗杆牙形在同一台磨床上,同一次调整的条件下进行磨削加工
这种外协生产的蜗轮剃齿