九、船体结构装配、总组、船台分段定位精度管理应用工艺1、肋板放样的补偿2、船体结构一般补偿3、对合线增设4、分段切割精度的处理5、大合拢主要精度控制6、上层建筑立体分段计测加工切割要领7、舱口盖单元计测切割要领精度管理应用工艺1、数学放样在进行肋板放样时,由于肋板的焊接是较为重要的,所以每件肋板除要进行焊接收缩补偿量计算外,还要对切割路进行补偿,以保证纵横的焊接间隙
一般切割路宽为3mm,肋板实际损失为1
5mm,要进行0
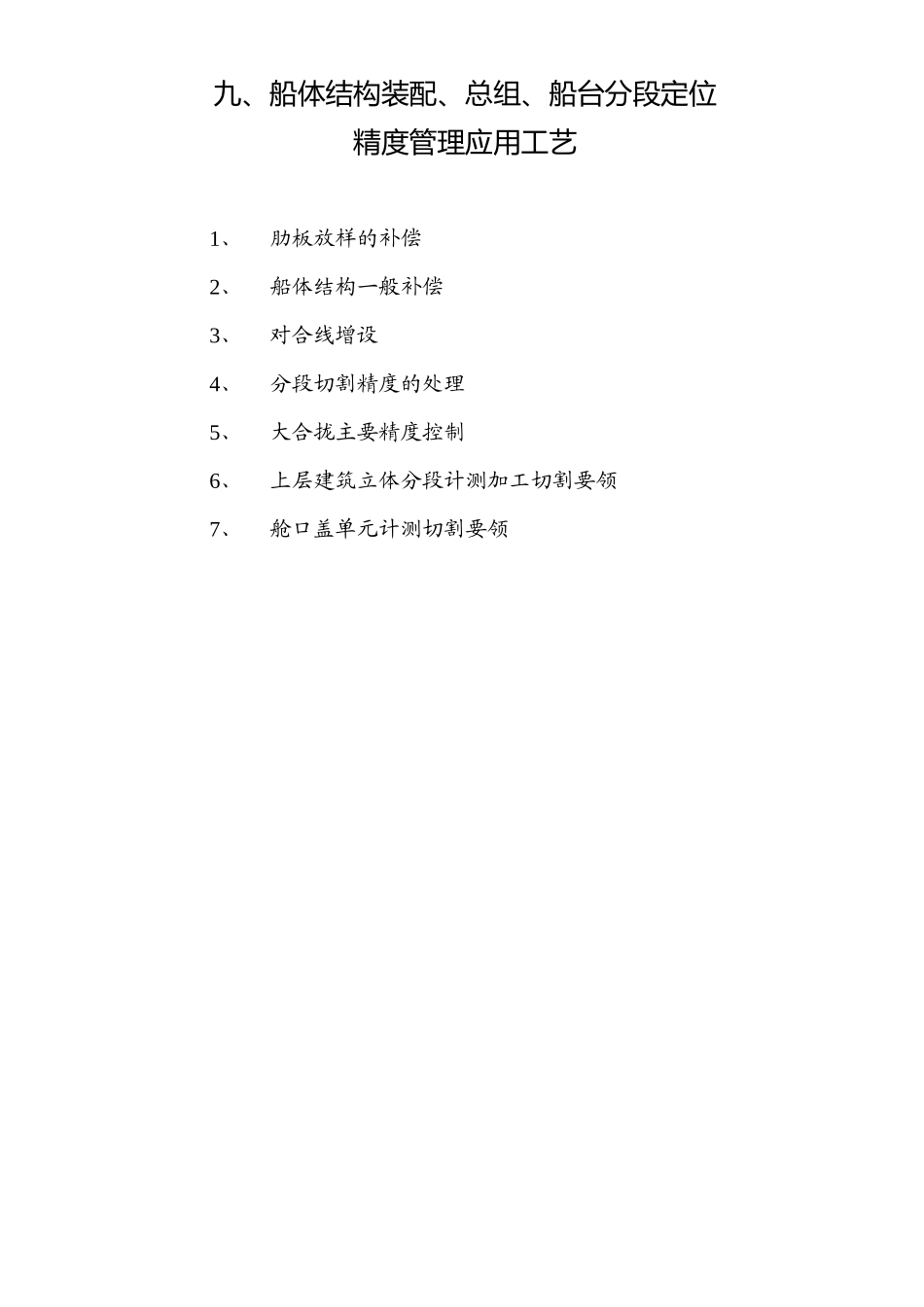
5mm的补偿;2、一般其它的结构只要补偿收缩就可满足需要;3、对合线的增设1)面板、型材2)肋板3)板材肋骨、横梁4)外板以上的结构在安装时,只要对合线准确,就进行装焊,以焊接手段消除下料加工的误差
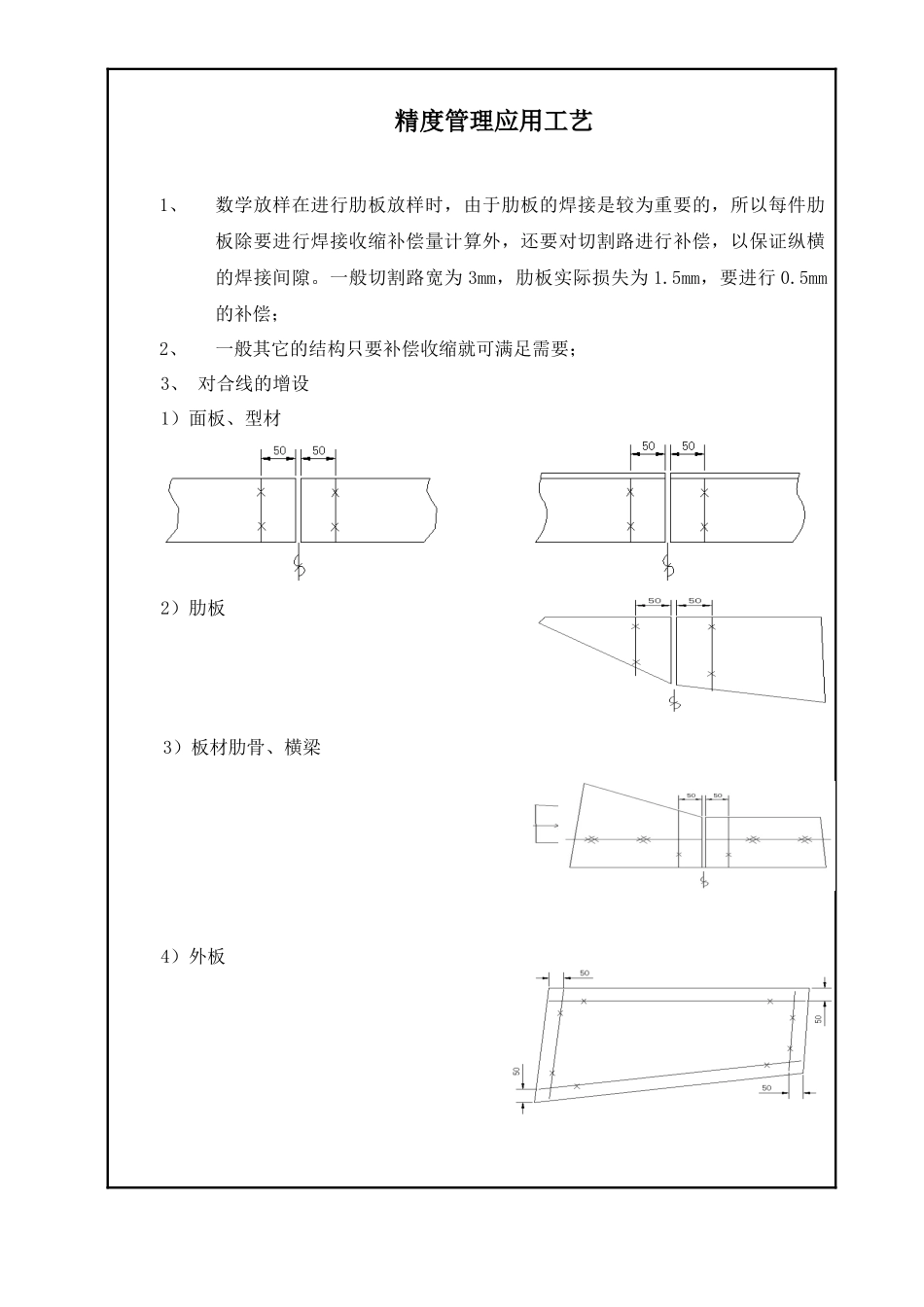
5)部件安装中,以两端的对合线为依据,保证对接缝的准确,而常规的肋骨线,中心线等只作参考
6)各类的分段也相应画出对合线,在合拢时对合用
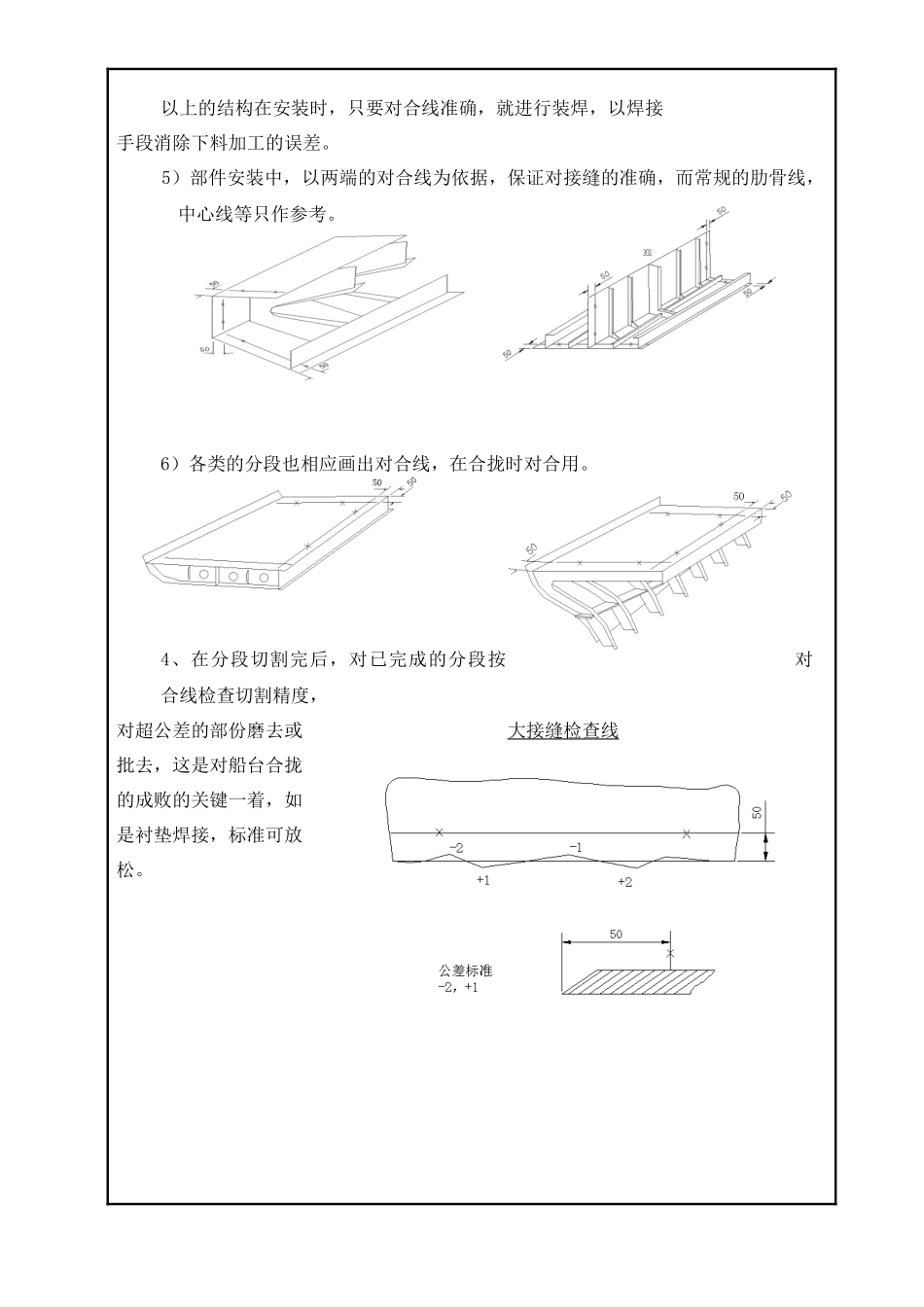
4、在分段切割完后,对已完成的分段按对合线检查切割精度,对超公差的部份磨去或大接缝检查线批去,这是对船台合拢的成败的关键一着,如是衬垫焊接,标准可放松
5、水平接缝的精度要求图一如图一这类形的接缝,一般出现在傍板分段与底部分段,半立体与底部、半立体分段的水平接缝,一般来讲是较难于准确的(因有双曲面),现可设2条水平线,并制定出每档肋骨的伸长度,待分段装焊完成后,划好水平线,量出相应肋骨的伸长度,再切割准确
6、大合拢工艺要求中合拢各分段完成后,由于采取上述工艺措施,分段的精度已较高,但对大合拢如不采取相应的方法,就有可能使工作前功尽弃,措施如下:1)在船台分段吊装4~6个后,要复检端部分段的接缝线是否与船台中心线成90°,如出现a、b值与a′b′值不等(如图二),要作适当的调整,宁可把中心线作适当调整,然后再固定,再往下吊装两端的分段,工艺规程也参照以上的调整方法,是以板缝定位为主,其它指标为付,如中心线超差过大,就可平行