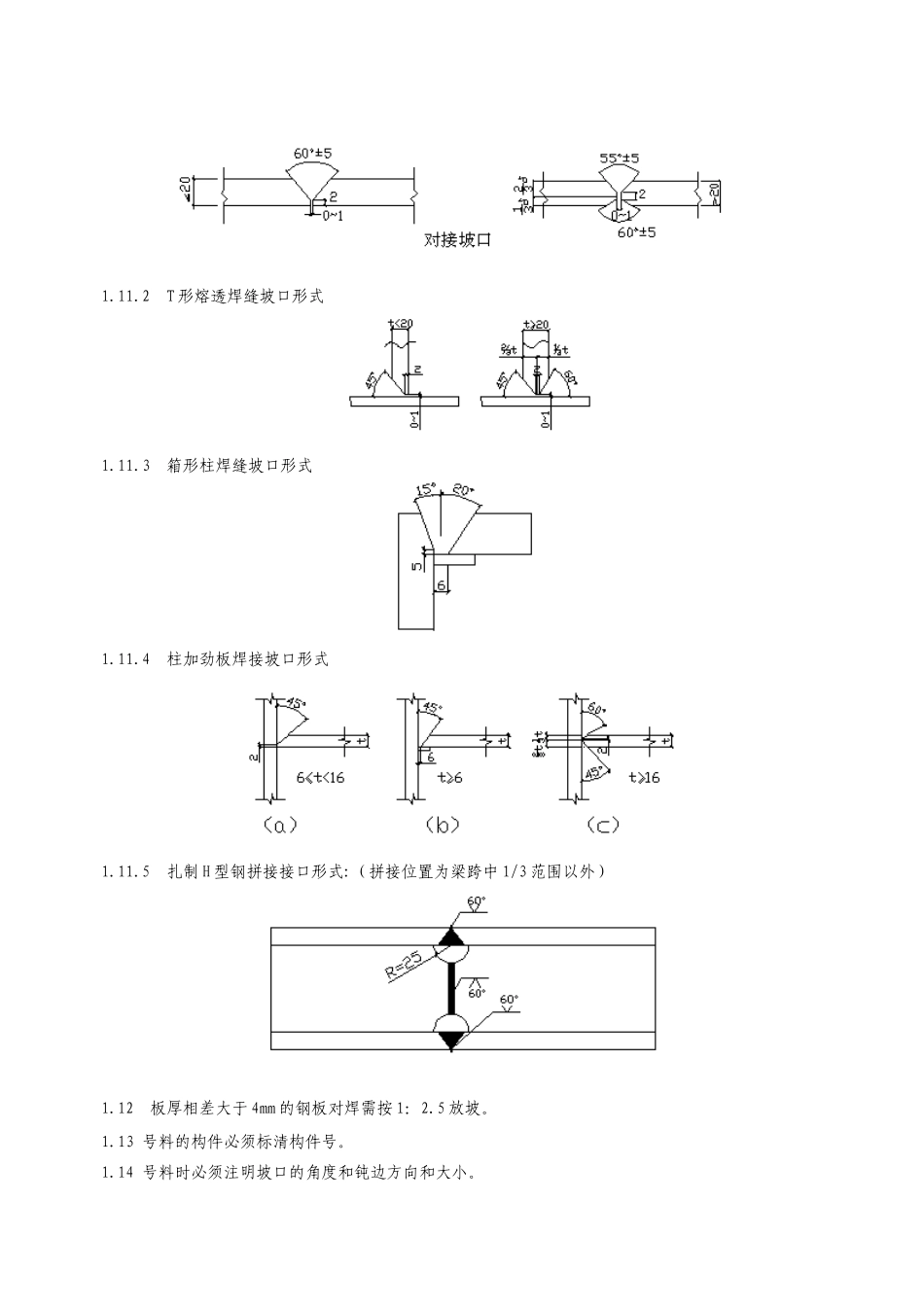
组装工艺1.号料1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为Q345B;1625mm时,切割余量为3mm。1.7样板的允许偏差见表1样板的允许偏差(mm)表1项目允许偏差对角线差±1.0宽度、长度±0.5孔距±0.51.8号料的允许偏差见表2号料的允许偏差(mm)表2项目允许偏差零件外形尺寸±1.0孔距±0.51.9所有箱形、工字形主材的接料必须采用大板接料。1.10所有图纸标明的切角圆弧和板切角号料时必须按图纸尺寸号出。1.11接料坡口形式:1.11.1板对接坡口形式:1.11.2T形熔透焊缝坡口形式1.11.3箱形柱焊缝坡口形式1.11.4柱加劲板焊接坡口形式1.11.5扎制H型钢拼接接口形式:(拼接位置为梁跨中1/3范围以外)1.12板厚相差大于4mm的钢板对焊需按1:2.5放坡。1.13号料的构件必须标清构件号。1.14号料时必须注明坡口的角度和钝边方向和大小。1.15对梁、框架梁、桁架和其它构件按图中要求起拱。1.16对焊透的工字形号料时,腹板宽度方向应加放3mm焊接收缩余量。1.17所有H型钢其外露端头均采用锯床切割下料。1.18所有构件排版图必须有炉批号,保证每个零件都有追朔性,不允许代料。1.19变截面柱两端头先不铣头,打栓钉然后运喷砂处喷砂,回组等修理完后,划出两端头端铣线(以变截面腹板上端第一个穿筋孔返上端铣头线),把翼缘板上的孔划出,进行端铣钻孔。端铣完后回组上底座板焊接。直柱先铣一端上底座板打栓钉然后运喷砂处喷砂,回组等修理完后再进行另一端头的端铣。1.20箱形柱修理合格后,先号出箱形柱上端的端铣线,进行端铣。等筋板上完修理合格后才能进行下端的铣头。2.切割2.1所有主材采用数控机床切割,零件采用半自动切割及剪板机剪切,并采取防弯曲措施(及采用对称切割)。2.2所有H型钢其外露端头均采用锯床切割下料;当采用气割下料时,其外露端头必须进行端铣加工。2.3切割人员必须认真检查切割线的尺寸,发现与钢板上标注的尺寸不否时,应及时通知技术人员进行核对,确认无误后方可切割。2.4切割前,应将钢材表面切割区域内铁锈油污等清除干净,气割后应清除熔渣和飞溅物。2.5半自动切割轨道放置与划线间距要求等距至少检查三点。切割过程中要不断检查轨道的尺寸,发现轨道偏移应及时调整。并对超差部位进行修理。2.6所有构件的坡口均采用半自动切割,箱形柱腹板坡口切割时应采用对称切割以防止变形。2.7切割坡口时,切割人员必须用坡口样板经常检查坡口的大小和坡口的钝边,发现超差应立即停止切割,调整合适后才能继续切割。2.8气割用的枪嘴头应经常清理,保证切割气流的畅通。2.9数控切割大板时,必须量好切割线确认无误后,才能进行切割。切割过程中要不断检查切割的尺寸,发现割枪跑偏应及时调整割枪,确保整条钢板的切割质量。2.10气割工艺参数:割嘴号码板厚(mm)氧气压力(Mpa)乙炔压力(Mpa)气割速度(mm/min)16-100.69-0.78≥0.3650-450210-200.69-0.78≥0.3500-350320-300.69-0.78≥0.3450-300430-400.69-0.78≥0.3400-3002.11切割板材时,应按不同的板厚选用合适的割嘴,保证切割的最佳效果。2.12切割质量标准2.12.1边缘加工质量标准项目允许偏差(mm)零件宽度、长度±1.0加工边直线度L/3000,且不应大于2.0相邻两边夹角±6'加工面垂直度0.025...