统计过程控制培训教材统计过程控制就是根据产品质量的统计观点,运用数理统计方法对生产制造和服务过程的数据加以收集、整理和分析,从而了解和监控过程的运行状态和水平
这是一种以预防为主的质量控制方法
统计过程主要解决两个基本问题:一是过程运行状态是否稳定;二是过程能力是否充足
第一节统计过程控制概述一、过程控制的基本概念过程控制是指为实现产品生产过程质量而进行的有组织、有系统的过程管理活动
其目的在于为生产合格产品创造有利的生产条件和环境,从根本上预防和减少不合格品的产生
过程控制的主要内容:(1)对过程进行分析并建立控制标准(2)过过程进行监控和评价(3)对过程进行维护和改进二、统计过程控制在控制技术上,生产控制方式由过去的3σ控制方式演进为6σ控制方式,对于3σ控制方式,过程均值无偏异的情况下的不合格频率为0
00027,而对6σ控制方式,其过程均值无偏异的情况下的不合格频率为0
002*10−6=2PPb,由此可看到,在均值无便异的情况下,6σ不合格率仅为3σ控制方式的1
35*106之一
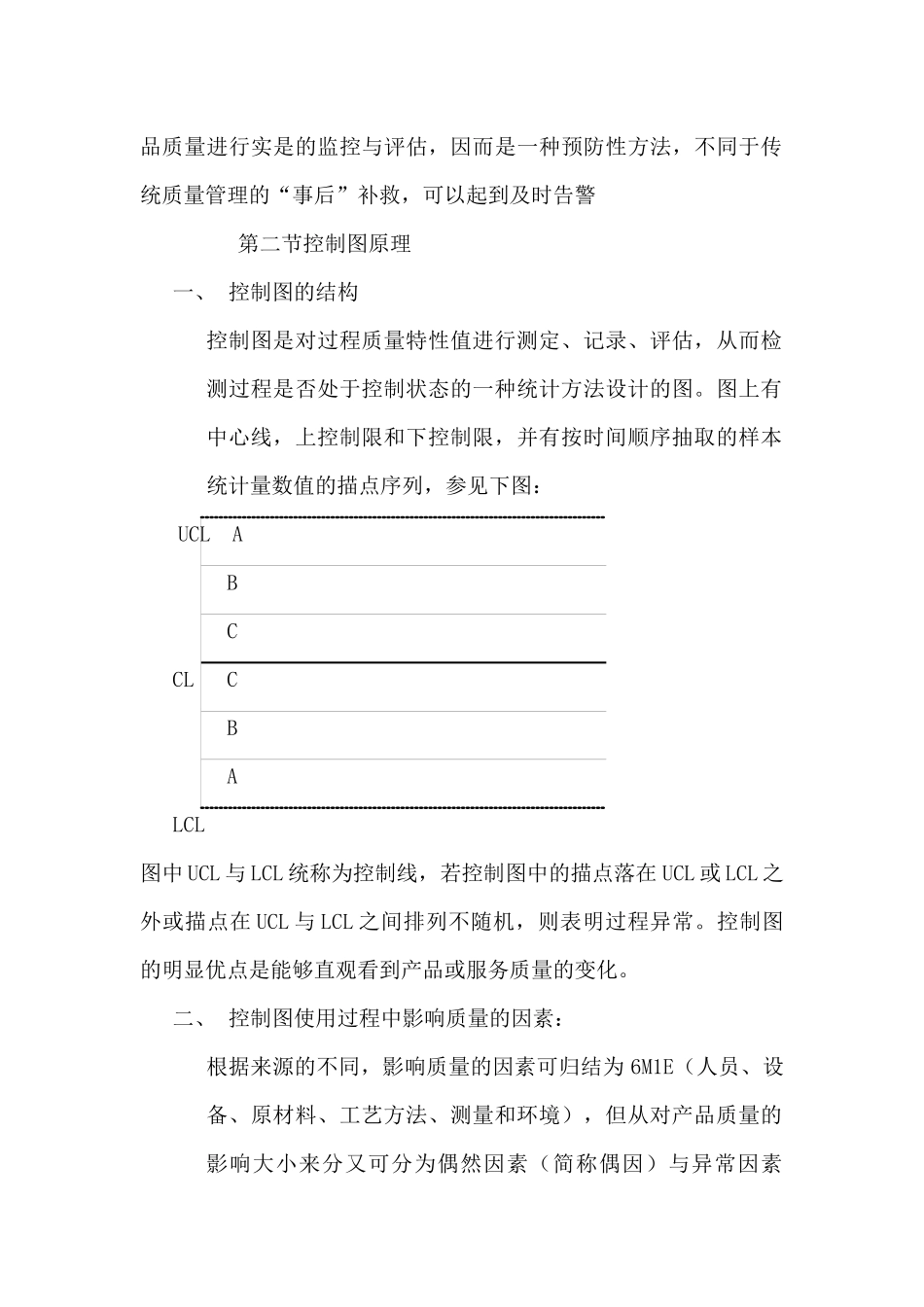
统计质量管理(SPC)它是在生产过程中的各个阶段(工序)对产品质量进行实是的监控与评估,因而是一种预防性方法,不同于传统质量管理的“事后”补救,可以起到及时告警第二节控制图原理一、控制图的结构控制图是对过程质量特性值进行测定、记录、评估,从而检测过程是否处于控制状态的一种统计方法设计的图
图上有中心线,上控制限和下控制限,并有按时间顺序抽取的样本统计量数值的描点序列,参见下图:UCLABCCLCBALCL图中UCL与LCL统称为控制线,若控制图中的描点落在UCL或LCL之外或描点在UCL与LCL之间排列不随机,则表明过程异常
控制图的明显优点是能够直观看到产品或服务质量的变化
二、控制图使用过程中影响质量的因素:根据来源的不同,影响质量的因素可归结为6M1E(人员、设备、原材料、工艺方法