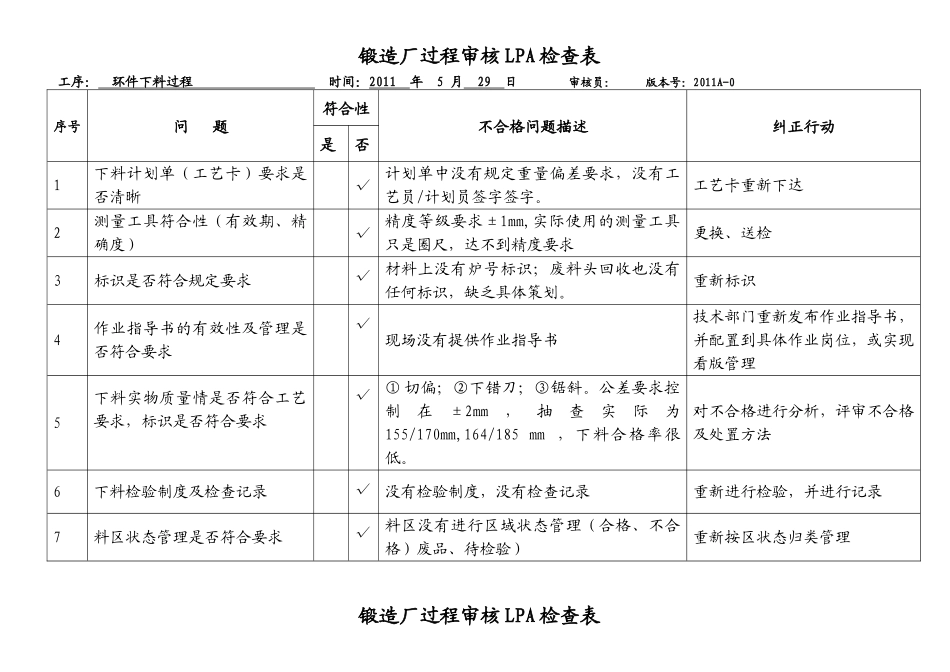
锻造厂过程审核LPA检查表工序:环件下料过程时间:2011年5月29日审核员:版本号:2011A-0序号问题符合性不合格问题描述纠正行动是否1下料计划单(工艺卡)要求是否清晰√计划单中没有规定重量偏差要求,没有工艺员/计划员签字签字
工艺卡重新下达2测量工具符合性(有效期、精确度)√精度等级要求±1mm,实际使用的测量工具只是圈尺,达不到精度要求更换、送检3标识是否符合规定要求√材料上没有炉号标识;废料头回收也没有任何标识,缺乏具体策划
重新标识4作业指导书的有效性及管理是否符合要求√现场没有提供作业指导书技术部门重新发布作业指导书,并配置到具体作业岗位,或实现看版管理5下料实物质量情是否符合工艺要求,标识是否符合要求√①切偏;②下错刀;③锯斜
公差要求控制在±2mm,抽查实际为155/170mm,164/185mm,下料合格率很低
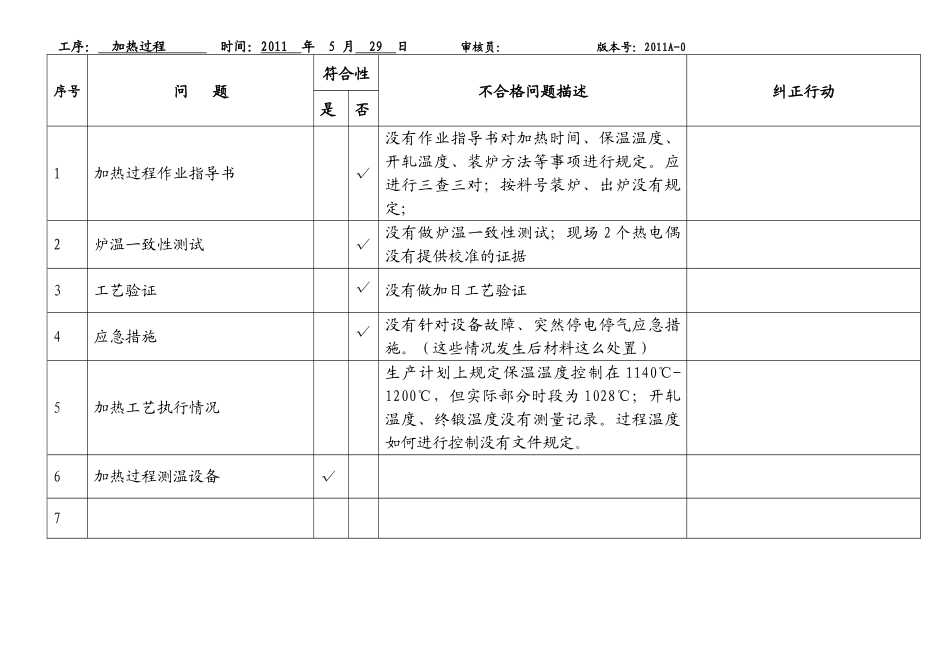
对不合格进行分析,评审不合格及处置方法6下料检验制度及检查记录√没有检验制度,没有检查记录重新进行检验,并进行记录7料区状态管理是否符合要求√料区没有进行区域状态管理(合格、不合格)废品、待检验)重新按区状态归类管理锻造厂过程审核LPA检查表工序:加热过程时间:2011年5月29日审核员:版本号:2011A-0序号问题符合性不合格问题描述纠正行动是否1加热过程作业指导书√没有作业指导书对加热时间、保温温度、开轧温度、装炉方法等事项进行规定
应进行三查三对;按料号装炉、出炉没有规定;2炉温一致性测试√没有做炉温一致性测试;现场2个热电偶没有提供校准的证据3工艺验证√没有做加日工艺验证4应急措施√没有针对设备故障、突然停电停气应急措施
(这些情况发生后材料这么处置)5加热工艺执行情况生产计划上规定保温温度控制在1140℃-1200℃,但实际部分时段为1028℃;开轧温度、终锻温度没有测量记录
过程温度如何进行控制没有文件规定
6加热过程测温设备√7