無鉛焊接:開發一個穩健的工藝本文將研究確定什麽參數對無鉛焊接有最大和最小影響的方法
目的是要建立一個質量和可重復性受控的無鉛工藝
開發一套穩健的方法檢驗一個焊接工藝是否穩健,就是要看其對於各種輸入仍維持一個穩定輸出(合格率)“”的能力
輸入的變化是由噪音因素所造成的
甚至在印刷電路板(PCB)進入回流爐之前,一些因素將在一個表面貼裝裝配內變化
首先,在工藝中使用的材料中存在變化
這些變化存在於錫膏特性如成分、潤滑劑、粉末和氧化物;板的材料,考慮到不同的供應商和不同的存儲特性;和元件
其次,變化可能發生在表面貼裝工藝的第一部分:錫膏印刷與塌落和元件貼裝
第三,噪音因素可來自製造區域的室內條件-溫度與濕度
這些輸入變數要求最佳的加熱曲線,它必須對所有變數都敏感性最小,和一個量化工藝能力的方法
回流曲線就回流焊接而言,無鉛合金的使用直接影響過程溫度,因此影響到加熱曲線
提高熔化溫度縮小了工藝視窗,因爲液相線以上的時間和允許的最高溫度250°C(爲了防止元件損壞和板的脫層)沒有改變
三角形(升溫到形成峰值)曲線我們可以區分那些關鍵的和接近回流焊接現實極限的工藝和那些較不關鍵的工藝
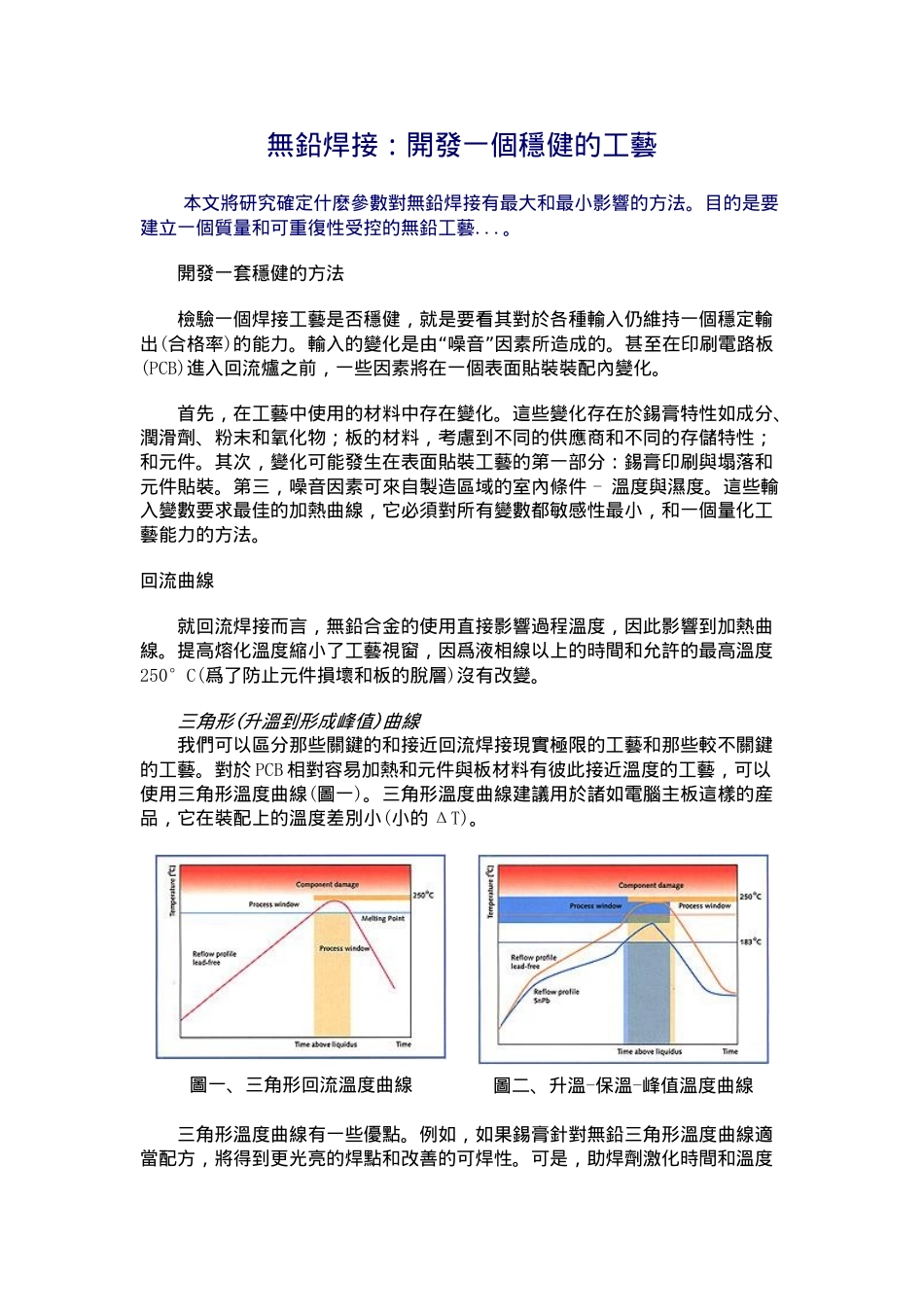
對於PCB相對容易加熱和元件與板材料有彼此接近溫度的工藝,可以使用三角形溫度曲線(圖一)
三角形溫度曲線建議用於諸如電腦主板這樣的産品,它在裝配上的溫度差別小(小的ΔT)
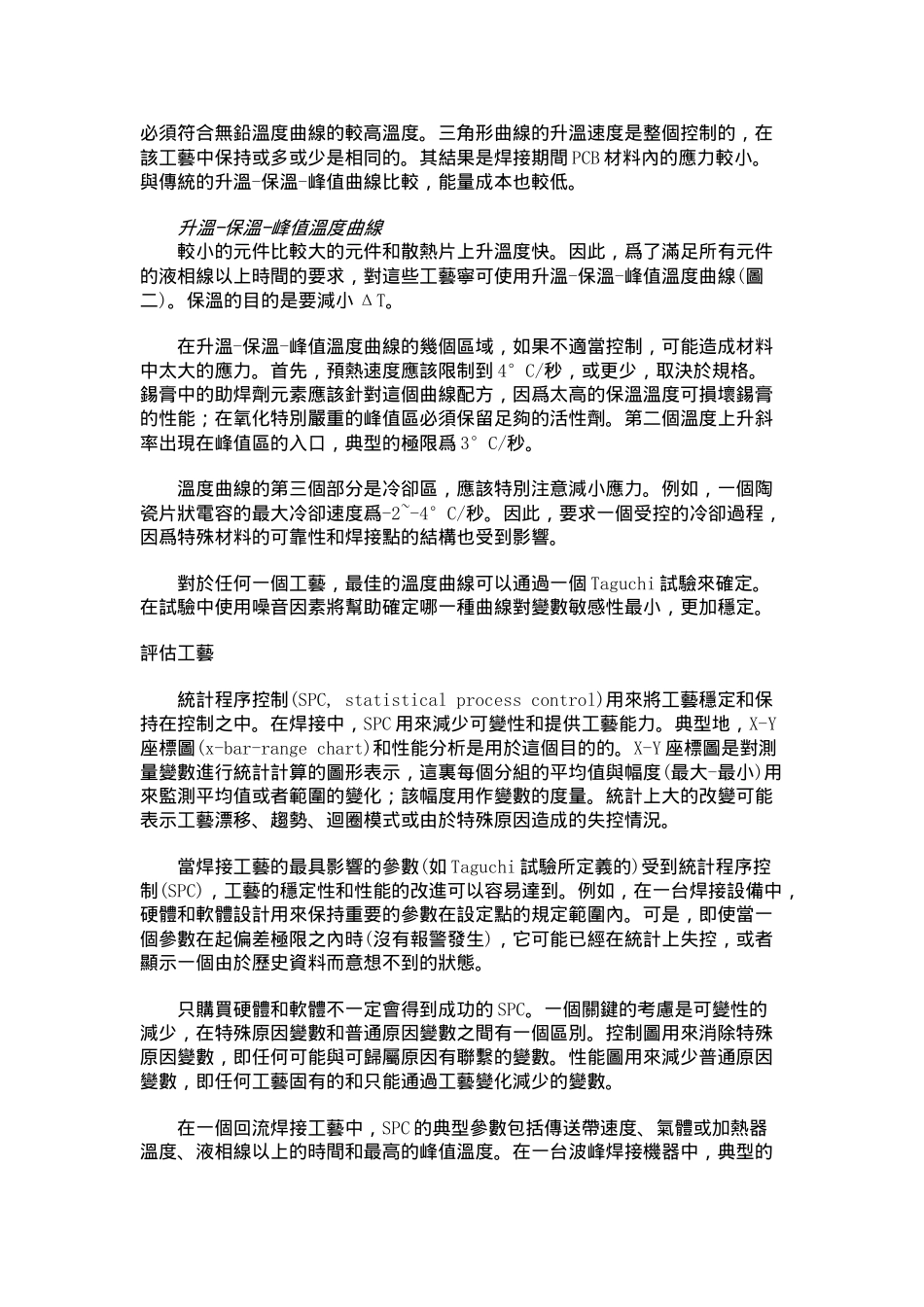
圖一、三角形回流溫度曲線圖二、升溫-保溫-峰值溫度曲線三角形溫度曲線有一些優點
例如,如果錫膏針對無鉛三角形溫度曲線適當配方,將得到更光亮的焊點和改善的可焊性
可是,助焊劑激化時間和溫度必須符合無鉛溫度曲線的較高溫度
三角形曲線的升溫速度是整個控制的,在該工藝中保持或多或少是相同的
其結果是焊接期間PCB材料內的應力較小
與傳統的升溫-保溫-峰值曲線比較,能量成本也較低
升溫-保溫-峰值溫度曲線較小的元件比較大的元件和散熱片上升溫