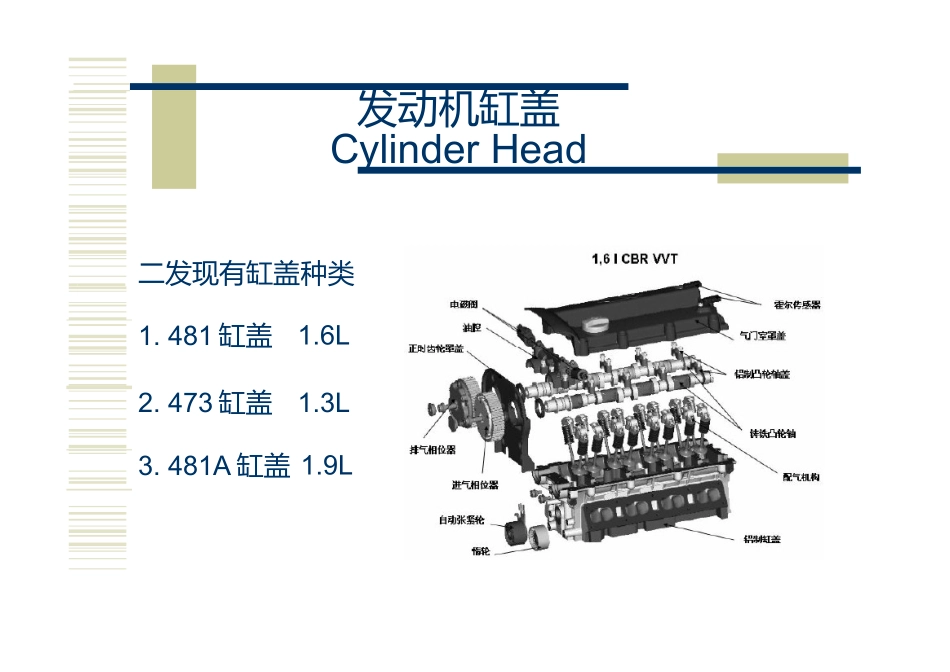
发动机缸盖CylinderHead二发现有缸盖种类1
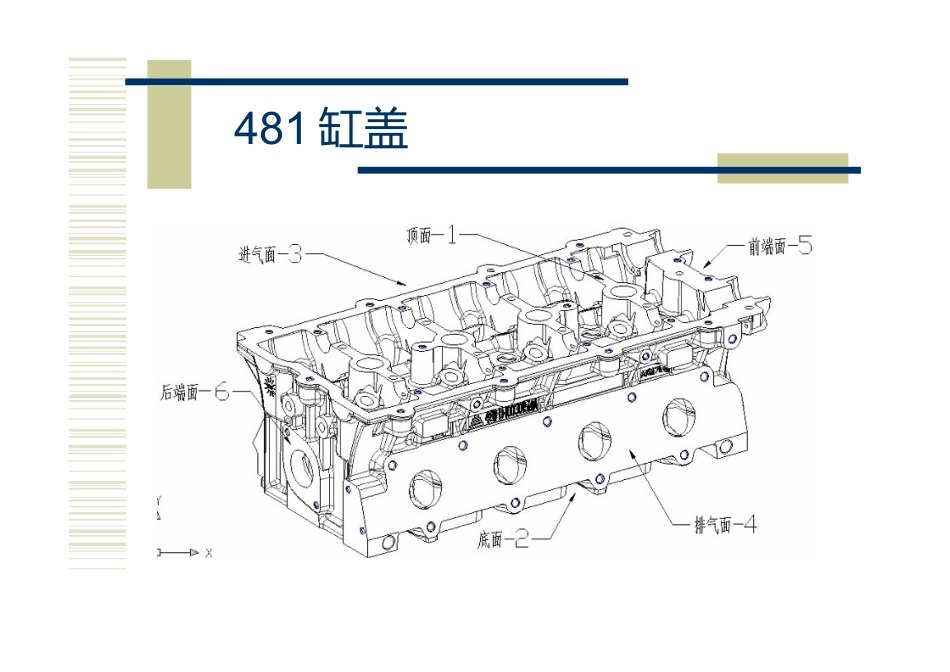
481缸盖1
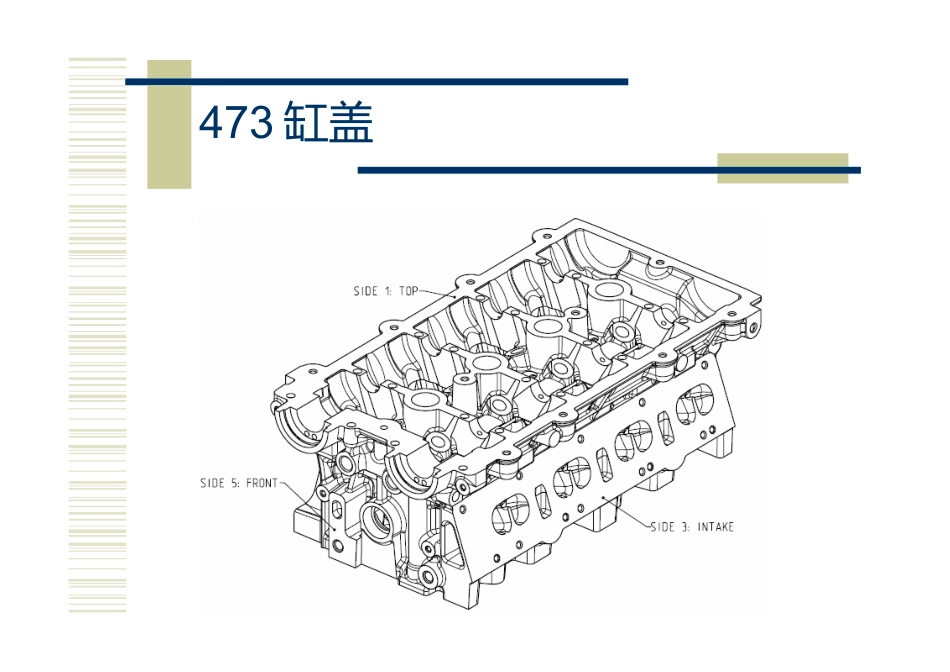
473缸盖1
481A缸盖1
9L481缸盖473缸盖柴油机481A缸盖缸盖产品图纸的识别目前481/473/481A的缸盖,共有六各面,分别为顶面,底面,进气侧面,排气侧面,前端面,后端面
对应编号为1,2,3,4,5
产品图纸根据这个规律,又对每个视图进行了编号,并配合H,S分别对工件上的孔,面进行编号
对于通孔,产品图纸没有分别编号
缸盖产品图纸的识别(续1)*这种编号方法,在工艺卡及NC程序中用来标识不同的孔及面
例如在程序中有*N090G0X-117Y-4;#5H3*N100G0Y204;#5H4这里,表示是VIEWSIDE5
前端面的两个螺纹孔
在程序段后面加注释,易于程序理解缸盖产品图纸的识别(续2)视图和孔的编号缸盖的加工工艺流程*缸盖从毛坯上线到成品下线,主要流程如下:*毛坯上线检查-粗加工-清洗机-试漏-装配导管阀座及轴承盖-精加工-清洗-装配钢球堵盖-试漏-成品检查-打号下线流程图毛坯检查试漏压装试漏N合格N合格N合格YYY剔除粗加工剔除装配剔除目视检查中间清洗精加工N合格最终清洗Y剔除打号下线481缸盖平面布置图成品毛坯OP130OP100OP40OP30OP10481缸盖线分两期实施
物流方向从右向左,装配线在左侧
图中蓝色设备为一期设备
生产线共5道机加工工序,两道清洗工序三道试漏装配等辅助工序
481缸盖OP10主要工艺内容:*1、探测四个火花塞凸台面
*2、粗铣进排气侧面及各凸台面
*3、钻、攻进排气M8,M6螺纹孔
*4、钻、铰排气侧定位销孔
*5、精铣进排气侧面及定位面
*探测火花塞凸台面的目的主要是控制燃烧室深度
工件前端面向下,排气面在内上料
利用A,B,C三个粗基准定位481缸盖OP30主要工艺内容:*1、粗铣顶面和前后端面;*2、粗铣凸轮轴半圆孔;