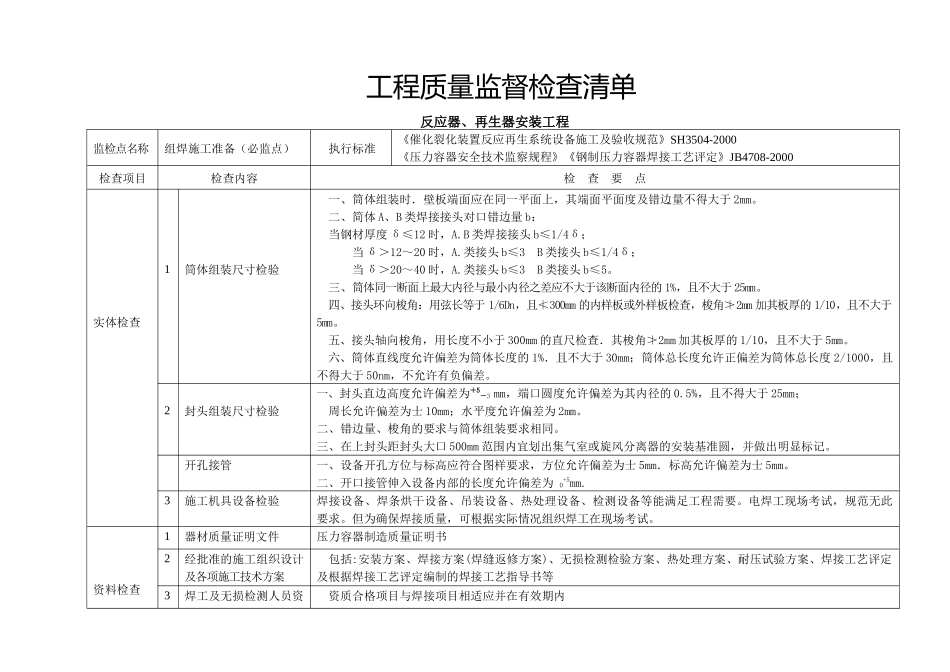
工程质量监督检查清单反应器、再生器安装工程监检点名称组焊施工准备(必监点)执行标准《催化裂化装置反应再生系统设备施工及验收规范》SH3504-2000《压力容器安全技术监察规程》《钢制压力容器焊接工艺评定》JB4708-2000检查项目检查内容检查要点实体检查1筒体组装尺寸检验一、筒体组装时.壁板端面应在同一平面上,其端面平面度及错边量不得大于2mm
二、简体A、B类焊接接头对口错边量b:当钢材厚度δ≤12时,A
B类焊接接头b≤1/4δ;当δ>12~20时,A
类接头b≤3B类接头b≤1/4δ;当δ>20~40时,A
类接头b≤3B类接头b≤5
三、筒体同一断面上最大内径与最小内径之差应不大于该断面内径的1%,且不大于25mm
四、接头环向梭角:用弦长等于1/6Dn,且≮300mm的内样板或外样板检查,梭角≯2mm加其板厚的1/10,且不大于5mm
五、接头轴向梭角,用长度不小于300mm的直尺检查.其梭角≯2mm加其板厚的1/10,且不大于5mm
六、筒体直线度允许偏差为筒体长度的1%.且不大于30mm;筒体总长度允许正偏差为筒体总长度2/1000,且不得大于50nm,不允许有负偏差
2封头组装尺寸检验一、封头直边高度允许偏差为+5-3mm,端口圆度允许偏差为其内径的0
5%,且不得大于25mm;周长允许偏差为士10mm;水平度允许偏差为2mm
二、错边量、梭角的要求与筒体组装要求相同
三、在上封头距封头大口500mm范围内宜划出集气室或旋风分离器的安装基准圆,并做出明显标记
开孔接管一、设备开孔方位与标高应符合图样要求,方位允许偏差为士5mm.标高允许偏差为士5mm
二、开口接管伸入设备内部的长度允许偏差为0+5mm
3施工机具设备检验焊接设备、焊条烘干设备、吊装设备、热处理设备、检测设备等能满足工程需要
电焊工现场考试,规范无此要求
但为确保焊接质量,可根据实际情况