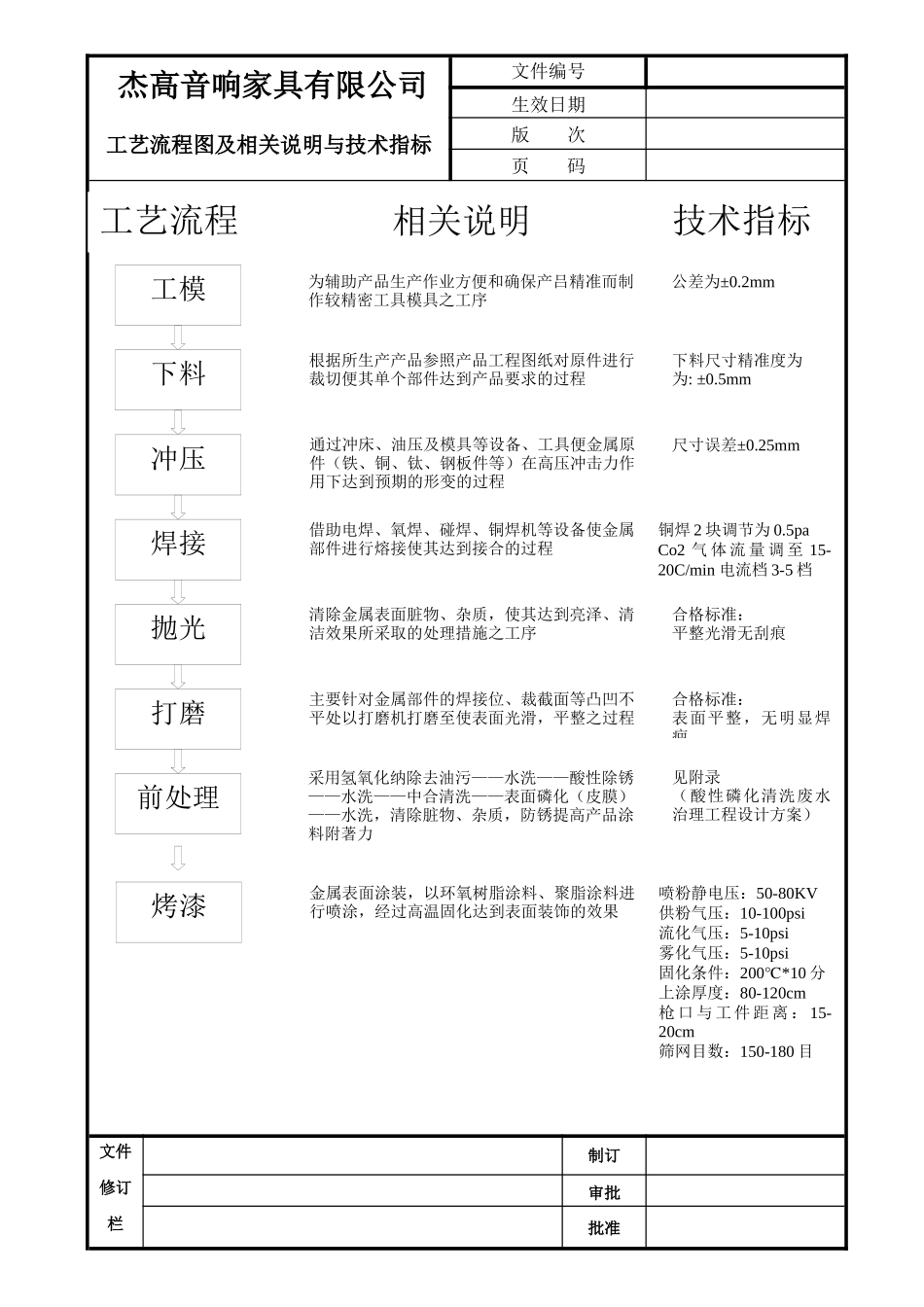
杰高音响家具有限公司工艺流程图及相关说明与技术指标文件编号生效日期版次页码文件修订栏制订审批批准工艺流程工模下料相关说明技术指标为辅助产品生产作业方便和确保产吕精准而制作较精密工具模具之工序根据所生产产品参照产品工程图纸对原件进行裁切便其单个部件达到产品要求的过程公差为±0
2mm下料尺寸精准度为为:±0
5mm冲压通过冲床、油压及模具等设备、工具便金属原件(铁、铜、钛、钢板件等)在高压冲击力作用下达到预期的形变的过程尺寸误差±0
25mm焊接借助电焊、氧焊、碰焊、铜焊机等设备使金属部件进行熔接使其达到接合的过程铜焊2块调节为0
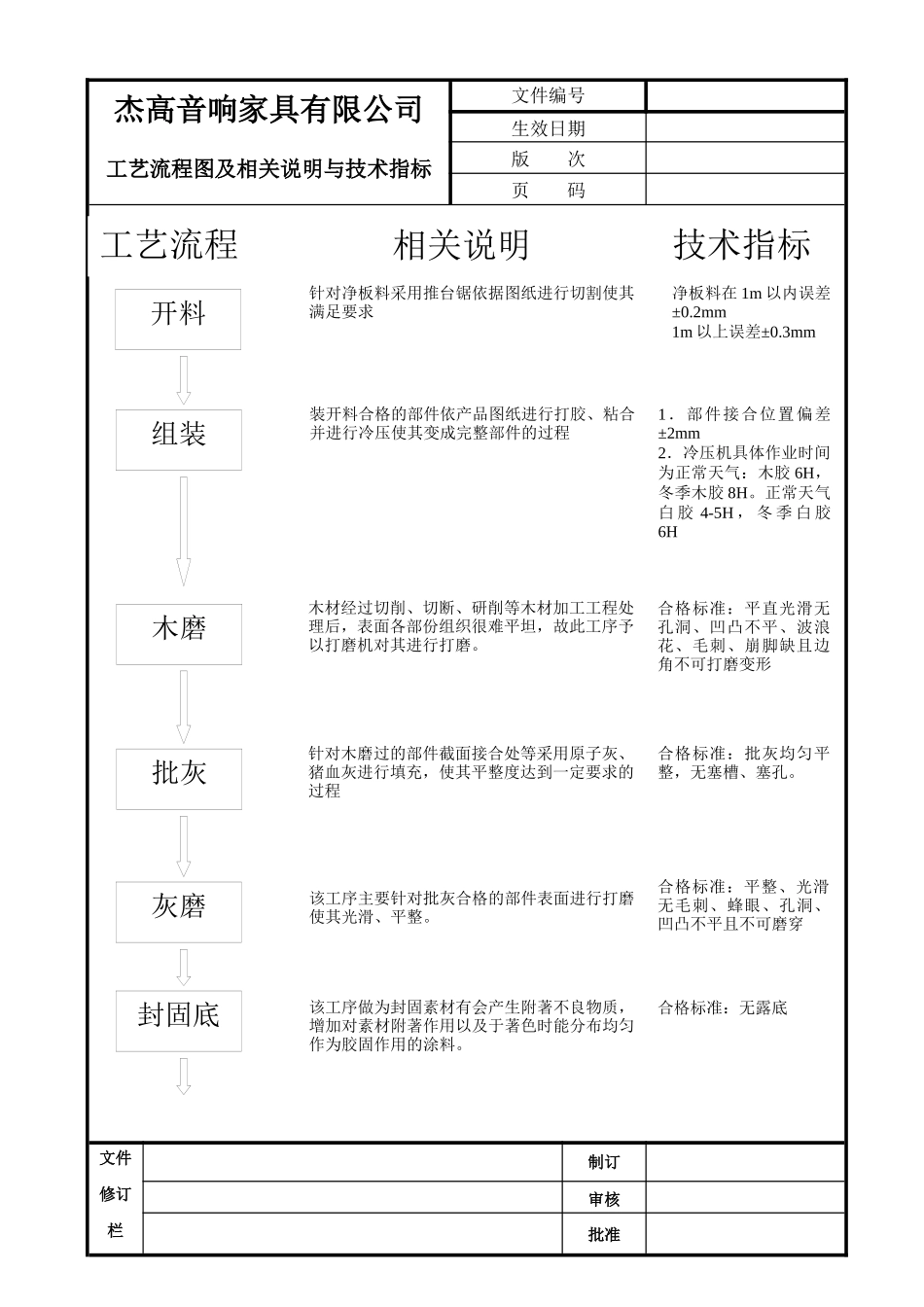
5paCo2气体流量调至15-20C/min电流档3-5档抛光清除金属表面脏物、杂质,使其达到亮泽、清洁效果所采取的处理措施之工序合格标准:平整光滑无刮痕打磨主要针对金属部件的焊接位、裁截面等凸凹不平处以打磨机打磨至使表面光滑,平整之过程合格标准:表面平整,无明显焊疤前处理采用氢氧化纳除去油污——水洗——酸性除锈——水洗——中合清洗——表面磷化(皮膜)——水洗,清除脏物、杂质,防锈提高产品涂料附著力见附录(酸性磷化清洗废水治理工程设计方案)烤漆金属表面涂装,以环氧树脂涂料、聚脂涂料进行喷涂,经过高温固化达到表面装饰的效果喷粉静电压:50-80KV供粉气压:10-100psi流化气压:5-10psi雾化气压:5-10psi固化条件:200*10℃分上涂厚度:80-120cm枪口与工件距离:15-20cm筛网目数:150-180目杰高音响家具有限公司工艺流程图及相关说明与技术指标文件编号生效日期版次页码文件修订栏制订审核批准工艺流程开料组装相关说明技术指标针对净板料采用推台锯依据图纸进行切割使其满足要求装开料合格的部件依产品图纸进行打胶、粘合并进行冷压使其变成完整部件的过程净板料在1m以内误差±0
2mm1m以上误差±0
3mm1.部件接合位置偏差±2