SA335-P91钢管工地安装焊接工艺控制张杰(安徽电力建设第二工程公司,安徽淮南232007)摘要:通过对SA335-P91钢焊接性的分析,根据焊接工艺评定、T91/P91焊接工艺导则及相关资料,采取优选工艺参数,并结合火电安装的实际施工条件,为现场安装焊接施工的各个工序提供了依据,保证了最终获得合格的焊接接头
关键词:SA335-P91钢;工地焊接;热处理;力学性能
作者简介:张杰,男,1963年10月出生,江苏如皋人,安徽电力建设第二工程公司凤台项目部焊接专工,焊接高级技师,从事火电建设焊接专业技术质量管理工作
0.前言近年来我公司承担安装的超临界机组工程有上海外高桥900MW机组一台、安徽境内600MW机组十台、福建福清电厂600MW机组二台;现在的超临界机组的主蒸汽管道、再热热段管道、高温过热器、后屏过热器等部件的集汽集箱的连络管、汇集集箱等均采用了SA335-P91材料
通过几年来的施工实践及学习先进的技术资料,对SA335-P91材料的现场安装焊接工艺要求有了进一步的理解,感到有必要对施工安装焊接中过程控制要点进行探讨,形成一个SA335-P91钢现场安装焊接的工艺控制制度,以指导现场的SA335-P91材料的焊接,确保安装施工中的焊接质量
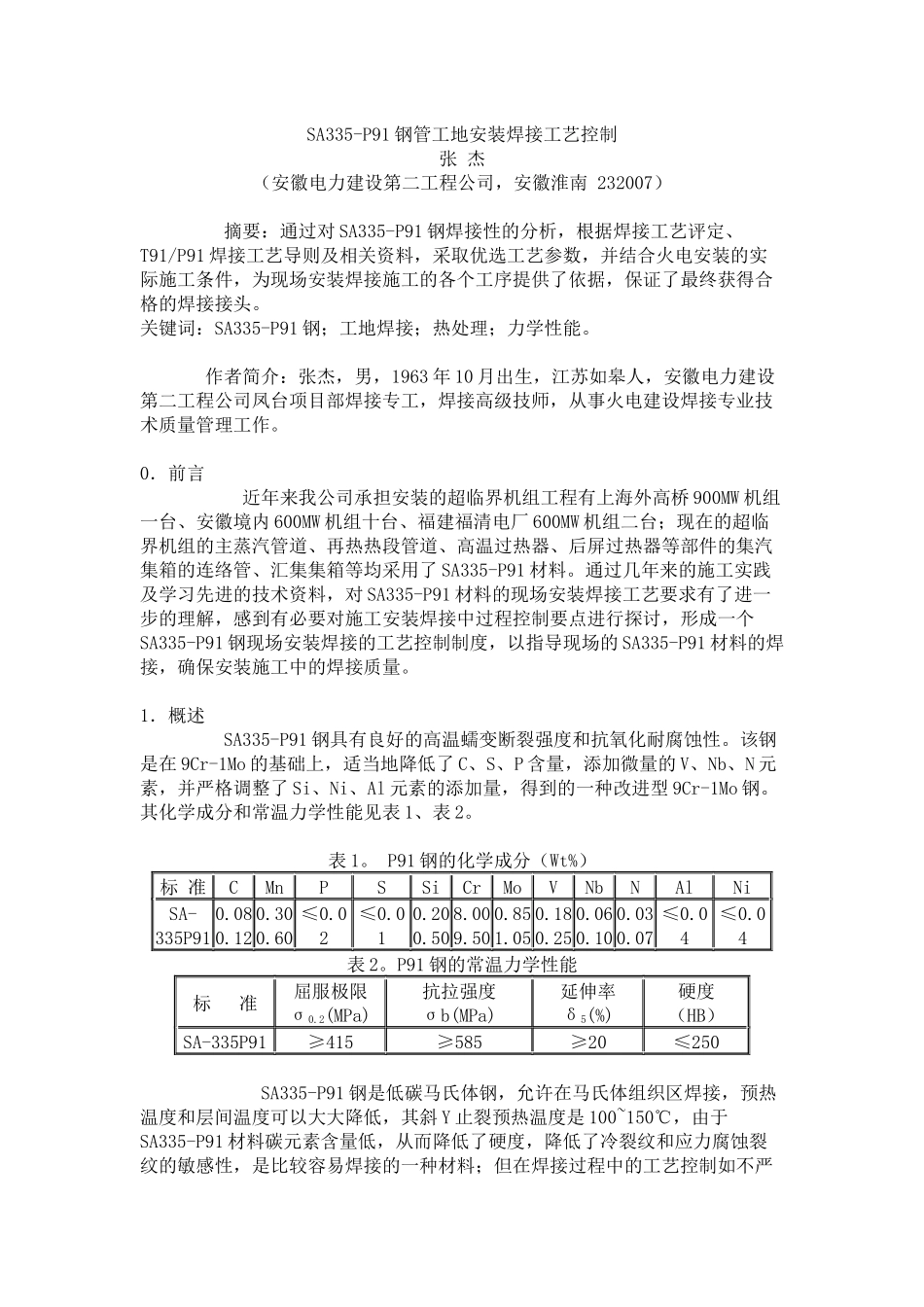
1.概述SA335-P91钢具有良好的高温蠕变断裂强度和抗氧化耐腐蚀性
该钢是在9Cr-1Mo的基础上,适当地降低了C、S、P含量,添加微量的V、Nb、N元素,并严格调整了Si、Ni、Al元素的添加量,得到的一种改进型9Cr-1Mo钢
其化学成分和常温力学性能见表1、表2
P91钢的化学成分(Wt%)标准CMnPSSiCrMoVNbNAlNiSA-335P910