固体制剂车间风险评估报告起草人:起草日期:年月日审核人:审核日期:年月日审核人:审核日期:年月日批准人:批准日期:年月日1、目的降低和控制由于生产设备、关键设施、控制系统带来的潜在质量风险,保证最终产品质量
为验证或确认活动提供风险分析参考依据
2、范围适用于固体制剂车间片剂、胶囊剂产品生产周期内全过程进行的风险识别、评估、控制、沟通与审核的管理
1质量风险管理流程执行公司制定的《质量风险管理规程》
2风险因素标准的评定3
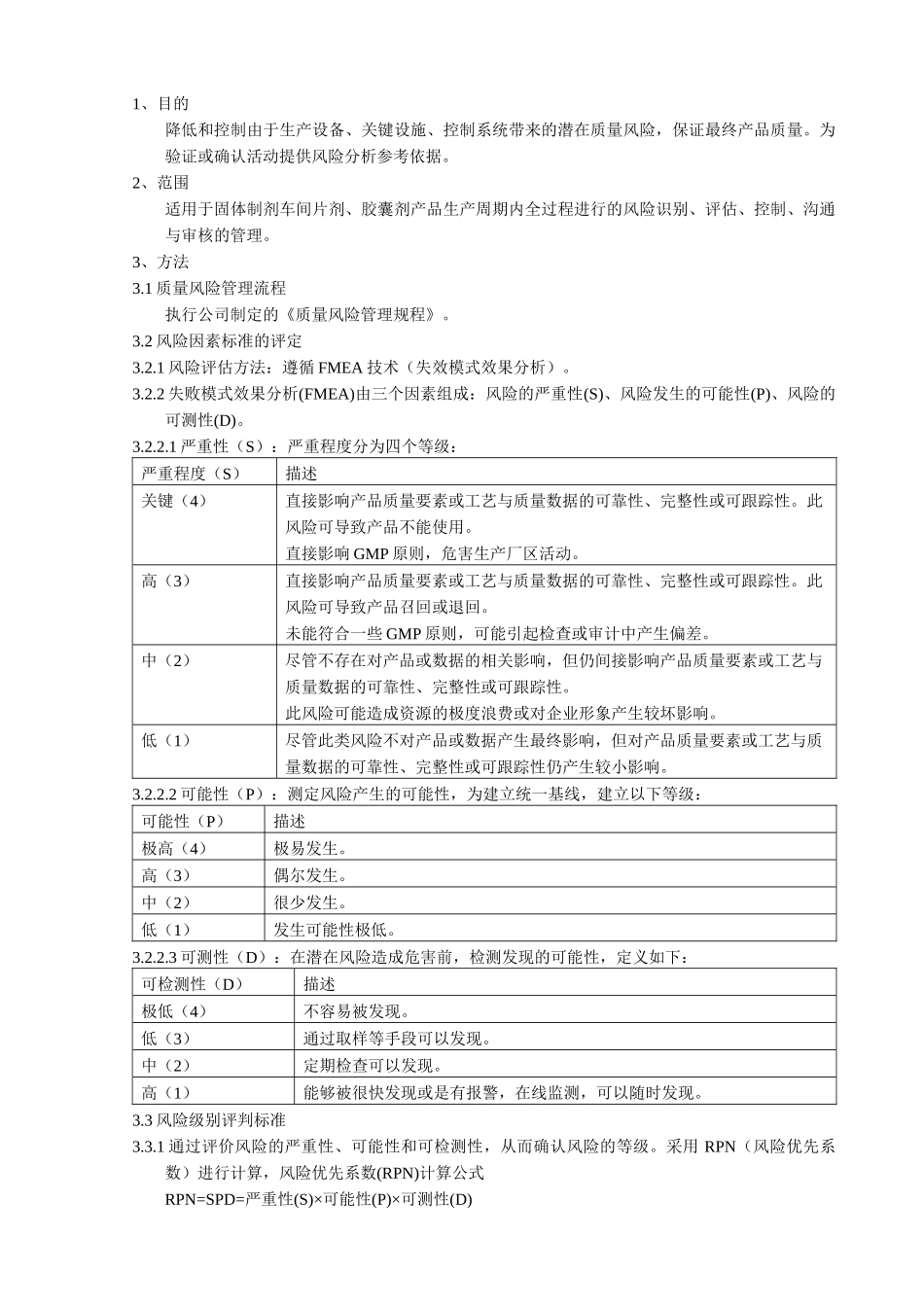
1风险评估方法:遵循FMEA技术(失效模式效果分析)
2失败模式效果分析(FMEA)由三个因素组成:风险的严重性(S)、风险发生的可能性(P)、风险的可测性(D)
1严重性(S):严重程度分为四个等级:严重程度(S)描述关键(4)直接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性
此风险可导致产品不能使用
直接影响GMP原则,危害生产厂区活动
高(3)直接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性
此风险可导致产品召回或退回
未能符合一些GMP原则,可能引起检查或审计中产生偏差
中(2)尽管不存在对产品或数据的相关影响,但仍间接影响产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性
此风险可能造成资源的极度浪费或对企业形象产生较坏影响
低(1)尽管此类风险不对产品或数据产生最终影响,但对产品质量要素或工艺与质量数据的可靠性、完整性或可跟踪性仍产生较小影响
2可能性(P):测定风险产生的可能性,为建立统一基线,建立以下等级:可能性(P)描述极高(4)极易发生
高(3)偶尔发生
中(2)很少发生
低(1)发生可能性极低
3可测性(D):在潜在风险造成危害前,检测发现的可能性,定义如下:可检测性(D)描述极低(4)不容易被发现
低(3)通过取样等手段可以发现